A hegesztési munka összetett, munkaigényes folyamat, amely nemcsak elméleti tudást, hanem tapasztalatot és gyakorlati készségeket is igényel az elvégzőtől. Ezzel együtt nagy a sérülés valószínűsége. Ezért a gázhegesztés során biztonsági óvintézkedésekre van szükség a hegesztő és a körülötte lévő emberek életének és egészségének megőrzése érdekében.
A cikk tartalma:
- Szükséges védőfelszerelés
- A berendezések és fogyóeszközök tárolási feltételei
- Berendezés előkészítése a működéshez
- A hegesztési munkák szabályai
- Hegesztési munkák során szigorúan tilos
- A hegesztés befejezési eljárása
- Sürgősségi hegesztési munka
Szükséges védőfelszerelés
A biztonság egy olyan tevékenység, amely számos szervezési és technikai elemet foglal magában intézkedések, védelmi módszerek és eszközök a termelési tevékenységek biztonságának biztosítására munkás.

A gázhegesztési eljárás olyan munkák összessége, amelyek speciális berendezéssel szoros kapcsolatot hoznak létre a fémek között. A biztonsági óvintézkedéseknek megfelelően létezik egy lista a szem sugárzástól, a bőr szikrától és az olvadt fém fröccsenésétől való egyéni védelméhez szükséges módszerekről. Ebben a tekintetben az IZ jelentése a következőket tartalmazza:
- szemüvegek, pajzsok;
- maszkok, légzőkészülékek, szűrőgázmaszkok;
- overall;
- ujjatlan - mandzsetta;
- bőr csizma védő orrvédővel.
A gázhegesztésre vonatkozó biztonsági előírások szerint védőhegesztőpajzsot használnak, amely automatikus sötétítő szűrővel van felszerelve. Ultraibolya és infravörös sugarakat nem eresztő szemüveg. A felső légutak és a tüdő füsttől való védelme kötelező biztonsági követelmény, mely zárt térben különösen fontos.
A biztonsági óvintézkedések előírják, hogy a hegesztőruha titkos rögzítővel ellátott kabát és tűzálló impregnálással (vászon, ponyva) készült pamutvászon szálból készült nadrág. Egy lehetőség lehet kötény és ujjak. Fejfedőként ütésálló maszkot (elektromos), farmerből készült védőellenzőt és tűzálló sisakot használnak, különösen mennyezeti gázhegesztéshez.

A berendezések és fogyóeszközök tárolási feltételei
A gázhegesztés elve egy láng, amely felmelegíti a munkadarabok széleit, a töltőrúd (elektróda) részét, hegesztési „medencét” képezve. A nyílt láng megolvasztja a fém peremét, kiszorítja a levegőt a „fürdőből”, és megvédi az érintkezőket az oxigéntől és az oxidációtól.

Az elektromos ívhegesztésnél a fém élek magas hőmérsékleten megolvadnak. Ehhez az inverterből áramot (váltakozó vagy közvetlen) táplálunk az alkatrészre és az elektródára. Ez hozzájárul az ív megjelenéséhez és annak égéséhez.
A védőközeg szerepét az inert gáz argon tölti be. Megakadályozza a levegő bejutását a hegesztési zónába, megakadályozva a fém oxidációját. Az argonhegesztés az egyik legpontosabb és legminőségibb módszer. Lehetővé teszi nemcsak kicsi, hanem nagy alkatrészek csatlakoztatását is, miközben betartja a biztonsági óvintézkedéseket.
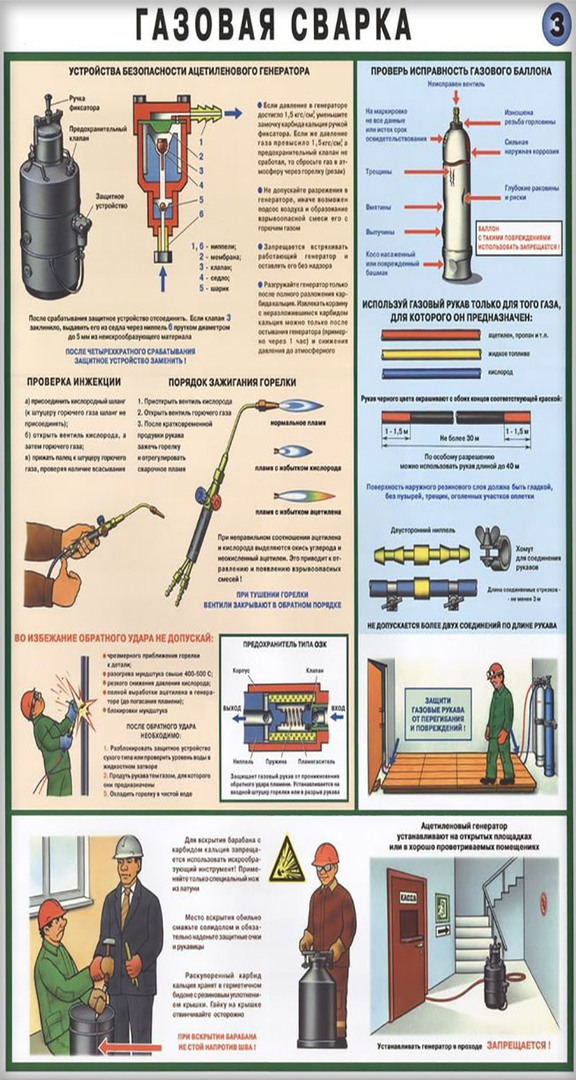
A gázhegesztő berendezés készlete egy generátort vagy egy propán/bután hengert tartalmaz. Biztonsági vízszelepek, amelyeket acetilén generátorok, gázpalackok reduktorai, valamint nagynyomású tömlők vezetékére szerelnek fel, vágók, égők, elektródák, huzalok, fluxusok (szerves és szervetlen eredetű anyagok, amelyek célja az oxidok eltávolítása a hegesztett anyagokból felületek).
A gázhegesztés során alkalmazott biztonsági óvintézkedések közvetlenül függenek a berendezések és fogyóeszközök tárolási körülményeitől.
A biztonsági előírások szerint a raktárt csapadéktól védeni kell, a hideg évszakban fűteni kell, és jó világítás, szellőztető rendszer, káros gázokat, gőzöket kiszűrő berendezések, legalább 15°-os hőmérséklet páratartalom mellett akár 40%. A helyiség nem lehet poros, mivel a modern hegesztőgépek kialakítása elektronikus elemeket tartalmaz: mikroáramkörök, tranzisztorok. A padló felülete sima és nem csúszós.

Az elektródákat a biztonsági előírásoknak megfelelően, zárt csomagolásban szállítjuk, amely megvédi őket a víztől, szennyeződéstől és portól. Folyasztószer - tartályokban, zsákokban. Az anyagokat polcokon tárolják, feltüntetve a típust, a gyártás dátumát és a tételszámot. Szárításukhoz speciális sütő szükséges, valamint gépek szükségesek a huzal tisztításához és tekercseléséhez. A hegesztő munkahelyén rögzítőállványokat kell felszerelni a vágópisztolyok és vágógépek hűtésére.
A teljes hengereket cipő nélkül a polcokra helyezzük vízszintes helyzetben, állvánnyal - függőleges helyzetben. Leesésük megelőzése érdekében sorompókkal vagy ketrecekkel ellátott fészkeket készítenek számukra.
Azt is olvassuk: Hideg hegesztés.
Berendezés előkészítése a működéshez
A gázhegesztéshez két hengerre van szüksége: acetilénnel és oxigénnel. Ezek gyökeresen különböznek egymástól. Oxigén - kék, sárgaréz szeleppel, mivel a sárgaréz az acélhoz képest nem oxidálódik. Az acetilén henger fehér, acél szeleppel, a bután henger pedig piros.
Először gondosan ellenőrizze a berendezést, mindenekelőtt a táp- és földelőkábelek épségét, a gázellátó rendszert, valamint a pisztolyt és a hegesztőgéphez való csatlakozását. Ezek az alapvető biztonsági követelmények.
Először el kell távolítania a tömlőben maradt levegőt. Ehhez a hengerek szelepeit felváltva néhány másodpercre kinyitják, majd bezárják. Ellenkező esetben az acetiléntömlőben visszamaradt levegő visszatüzet (ellentétes irányú égést) okozhat.

Az oxigéntömlőt az égőhöz kell csatlakoztatni, és ellenőrizni kell, hogy van-e vákuum az acetiléncsőben. Ezután csatlakoztassa az acetilén tömlőt, húzza meg mindkét bilincset - a berendezés készen áll az égő meggyújtására. Ami a gázhegesztéshez szükséges alkatrészek előkészítését illeti, az a következő lépésekből áll:
- tisztítás szennyeződéstől, portól, olajfilmektől;
- festék eltávolítása;
- rozsda és vízkő elleni kezelés.
A tisztítást drótkefével vagy csiszolópapírral addig végezzük, amíg fényes nem lesz. Az alumíniumot savalapú pasztával kezelik. Ezután a hegesztett éleket a csatlakozás típusának megfelelően kézzel, vésővel, maró- vagy speciális élgyaluló gépen levágják. A gázhegesztés előtt az alkatrészeket ragasztják, hogy a fémszerkezetek ne változtassanak helyzetükön.
A hegesztési munkák szabályai
A hegesztéssel végzett munka során betartandó biztonsági óvintézkedések oktatást igényelnek. Az ilyen programot szakemberek dolgozzák ki a munkavédelmi szabályokkal összhangban, és a vezető és a biztonságért felelős személy hagyja jóvá. A céltól, az átadás gyakoriságától és a megszerzett tudástól függően a következő típusú oktatásokat különböztetjük meg:
- bevezető;
- elsődleges;
- megismételt;
- előre nem tervezett;
- cél.
A biztonsági előírások alapján a gázhegesztést veszélyes létesítményekben hegesztési technológiák alkalmazására igazolt szervezetek vagy vállalkozók végezhetik. Mielőtt elkezdené, szüksége van:
- tisztítsa meg a munkahelyet a törmeléktől és a gyúlékony tárgyaktól;
- védje a munkaterületet 1,8 méter magas védelemmel;
- ellenőrizze a berendezések használhatóságát: gázpalackok, műszerek;
- a csatlakozások tömítettsége, kezdve a hengertől és az égővel vagy a vágóval befejezve;
- a tűzoltó berendezések rendelkezésre állása és használhatósága.
A gázhegesztés helyét tűzoltó készülékkel, homokos dobozzal és lapáttal kell ellátni. A hegesztés tilos 10 m/s-nál nagyobb szélsebesség esetén, éjszaka és zivatar idején, valamint fedél nélküli csapadék esetén.
Hegesztési munkák során szigorúan tilos
Tiltott:
- gyúlékony és gyúlékony tárgyakat helyezzen el a gázhegesztés helyétől 5 m-nél kisebb távolságra;
- gázhegesztést vagy vágást a gázpalacktárolótól 10 méternél közelebb végezni;
- magasságban használjon zacskót a szerszám alatt az elektródamaradékok összegyűjtésére;
- nyomás alatti csővezetékeken és tartályokon gázhegesztést végezni;
- A biztonsági előírások szerint nem használható sérült házzal, hibás adapterekkel, szelepekkel vagy lejárt ellenőrzési idővel rendelkező gázpalack;
- szünetekben vagy a munka végén hagyja felügyelet nélkül a tömlőket, vágókat és égőket;
- használjon folyékony tüzelőanyaggal működő szerszámokat, beleértve a gázvágókat is;
- egyidejűleg végezzen elektromos és gázhegesztést a létrákon és létrákon;
- frissen festett, gyúlékony festékeken vagy lakkokon, termékeken dolgozni;
- használjon IZ-termékeket olaj, zsír, benzin, kerozin nyomokban.

A hegesztés befejezési eljárása
A végső technológiai folyamat, a temperálás a fém hőkezelése, meghatározott ideig a kritikus hőmérséklet alatt tartása, levegő hőmérsékletre hűtése. Ez az eljárás szükséges a belső feszültségek kiküszöböléséhez, amelyek befolyásolhatják a fémtermék hegesztésének minőségét.
A hegesztés lényegében egy helyi öntvény, amely hibák a fém megszilárdulásakor jelentkeznek. Ezért a világos és határozott formájú alkatrészeknél a hegesztési varratok általános vagy helyi hőkezelését végzik el. Az ötvözet szerkezete oszlopos kristályokat, megnövekedett gáztartalmat és egy nem teljes olvadású réteget tartalmaz.
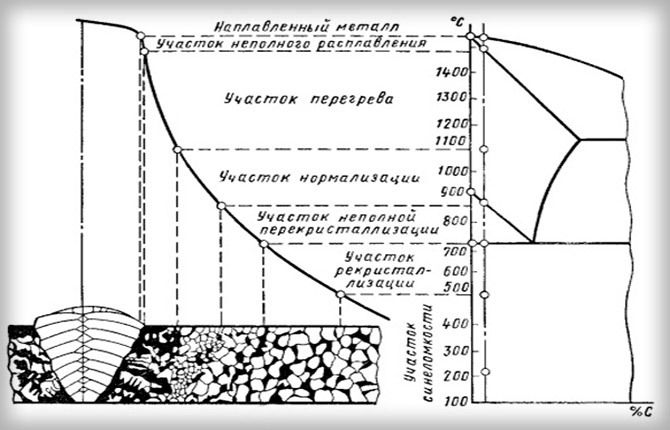
A temperálást például ötvözött acéltermékek gázhegesztése során hajtják végre. Ehhez a hegesztési területet vagy a teljes alkatrészt induktorral vagy flexibilis fűtőtesttel teljesen felmelegítik 900-950°-os hőmérsékleten, majd tartást és hűtést követnek. A közepes és alacsony széntartalmú fémeket 650°-ra hevítik. Ilyen hőmérsékleten különös figyelmet kell fordítani a biztonsági óvintézkedésekre.
Az égő lángja nem lát el védő és helyreállító funkciót a csatlakoztatotthoz képest az anyag a lehető legnagyobb mértékben, ezért mangánt és szilíciumot adnak az adalékhuzalhoz az oxidáció érdekében fém Ezek az anyagok olvadt állapotban salakokat képeznek, amelyek megvédik a gázhegesztési területet a nitrogén, hidrogén és oxigén hatásától.
A munka befejeztével az összekötő varrat szigetelőanyaggal borításra kerül: tűzálló üveggyapot, kerámiaszálas vászon, kaolingyapot.
Sürgősségi hegesztési munka
Vízszivattyúk, fűtővezetékek, acélkutak, tűzoltó tartályok, lakás- és kommunális szolgáltatások és sok más szolgáltatás gyakran igényel javítási hegesztési munkát. A veszélyhelyzet helyét a biztonsági óvintézkedésekért felelős személy írásbeli engedélye határozza meg.
Különlegességük a téli teljesítménykülönbség, valamint a biztonsági óvintézkedések szigorú betartása. Vészhelyzetben nem lehet leállítani a hegesztést a negatív hőmérséklet, a havazás és az erős szél hatása ellenére. A menedékhelyek nem mindig garantálnak esőtől és hótól felkészült helyet. Már kis mennyiségű nedvesség is befolyásolja a varrás minőségét.

Láng hatására a víz hidrogénre és oxigénre bomlik. A hidrogén reakcióba lép a fémmel, ami rossz minőségű vegyületet eredményez. A nedvesség eltávolítása érdekében szárítsa meg és melegítse fel a hegesztési helyet higroszkópos anyaggal, a portlandcementtel, amely elnyeli a vízgőzt. Vészhelyzetekben különösen fontos a biztonsági óvintézkedések szigorú betartása.
A gázhegesztés fő pozitív tulajdonsága az autonómia. Ezzel az alkatrészek csatlakoztatásának módszerével könnyen megváltoztatható a fűtési szint és a fémolvadás mértéke. Ehhez elegendő csökkenteni vagy növelni a fáklya távolságát az összekapcsolandó anyagoktól, vagy megváltoztatni a dőlésszöget. Fontos megjegyezni a biztonsági óvintézkedéseket. A hátrányok közé tartozik az alacsony termelékenység és a tapasztalt hegesztő keresésének szükségessége.
Mit tudsz az új hegesztési módszerekről? Hagyja megjegyzését a cikkhez, ossza meg a közösségi hálózatokon, vegye fel a könyvjelzők közé.
Amikor az oxigén és a gáz zárva van, robbanás történik, ez riasztó, mi az oka, és hogyan lehet elkerülni?
A pattogó zaj általában az égő szájrészében elmozduló égés következtében keletkezik, ami tulajdonképpen visszatüz. Ez akkor fordul elő, ha az oxigén és az éghető gáz keverékének áramlási sebessége kisebb lesz, mint az égési front terjedési sebessége. Az égő kikapcsolásakor célszerű először a gyúlékony gázt, majd az oxigént elzárni – ebben az esetben nem lesz pukkanó hang.


