Het is onmogelijk om een lasapparaat te kopen en deze elke dag te gebruiken zonder aanvullende instellingen. Dit apparaat vereist een lijst met voorbereidende werkzaamheden vóór gebruik. Anders zal het niet normaal werken. Hoe u een lasapparaat op de juiste manier instelt en met welke nuances rekening moet worden gehouden bij het werken ermee - u moet dit allemaal van tevoren leren.

De inhoud van het artikel:
-
Aanbevelingen voor opstelling
- Selectie van gasmengsel
- Spanningsinstelling
- Instellen van de draadaanvoersnelheid
- Instellen van de juiste polariteit
- Instellen van de draadverlenging
- De meest voorkomende storingen en hun symptomen
Aanbevelingen voor opstelling
Er zijn verschillende bedrijfskenmerken van de installatie. Elk van hen beïnvloedt de juiste werking ervan. U moet het gasmengsel selecteren, de spanning en snelheid aanpassen waarmee de draad wordt gevoerd. Voer de polariteitsaanpassing en de aanpassing van de draadverlenging uit.
Het is redelijk om elke fase van het opzetten van de eenheid afzonderlijk gedetailleerder te bekijken.
Selectie van gasmengsel
Overweging van de vraag hoe een lasapparaat op de juiste manier moet worden geïnstalleerd, moet beginnen met het bestuderen van de basisregels die moeten worden gevolgd bij het selecteren van een gasmengsel.

Om de integriteit van de te lassen onderdelen en de lasmachine zelf niet in gevaar te brengen, moeten deze worden beschermd. Hiervoor wordt puur gas of een mengsel bestaande uit verschillende gassen in verschillende verhoudingen gebruikt - deze worden alleen tijdens het werk in de laszone gepompt.
Bij het gebruik van semi-automatische lasmachines worden 2 gassen gebruikt:
- koolzuur;
- argon.
Gassen kunnen zowel in zuivere vorm als met toevoeging van diverse combinaties worden toegepast. Om met verschillende legeringen te werken en de resulterende naad van goede kwaliteit te zijn, moet je de juiste verhoudingen kiezen:
- Zuiver kooldioxide (kooldioxide).Ze worden gebruikt voor het verbinden van dikke platen en individuele componenten van installaties uit één stuk met verschillende richtingen. De materialen waarmee wordt gewerkt zijn gemaakt op basis van ijzer - gietijzer en staal. In dit geval kan het lasapparaat met behulp van dit gas op de juiste manier een diepe penetratie vormen. De negatieve kant van het proces is de vorming van veel vonken. De resulterende naad is ongelijkmatig en esthetisch onaangenaam.
- Gasmengsel nummer 1. Het werkmengsel bevat 25% koolstofdioxide en 75% argon. Het moet correct worden gebruikt in gevallen waarin interactie met dunne metalen platen nodig is. Door het mengsel in deze verhoudingen aan te passen, kunt u een gelijkmatige naad bereiken.
- Gasmengsel nummer 2. Bevat 98% argon en slechts 2% koolstofdioxide. Deze aanpassing van het gasmengsel is correct bij het verbinden van metalen platen van roestvrij staal of verzinkt staal. De instelling is ook geschikt voor het werken met legeringen op koperbasis. Het resultaat van de uitgangsverbinding is van hoge kwaliteit.
Als u het juiste werkmengsel kiest, worden de onderdelen betrouwbaar verbonden en gaan ze vanwege hun intensieve gebruik zelfs onder verhoogde belasting niet open.
Spanningsinstelling
Er is altijd een andere indringdiepte nodig. Ook de dikte van de platen en de maat van de te verbinden delen verschillen. Daarom moet u de spanning op het lasapparaat correct aanpassen.

Er is maar één regel: naarmate de hoeveelheid energie die wordt besteed aan het smelten van het soldeer en de legering, en aan het verbranden van de boog, toeneemt, neemt ook de behoefte aan meer spanning toe. Het is immers de spanning die verantwoordelijk is voor het omzetten van elektrische stroom in thermische energie.
De spanning wordt in stappen aangepast. Op moderne lasmachines is het correct om deze parameter in 2 fasen aan te passen:
- Eerste fase van installatie – aan de achterkant van het halfautomatische apparaat wordt een van de installatiebedrijfsmodi (1e of 2e) gestart.
- Tweede fase van de installatie – selectie van het spanningsniveau voor een specifieke bedrijfsmodus. Elk halfautomatisch lasapparaat heeft altijd een aparte schakelaar om met deze parameter te werken.
De spanning op het lasapparaat wordt altijd geselecteerd tussen twee modi: minimaal en maximaal. Om het gemakkelijker te maken de voedingsspanning correct af te stellen, plaatsen fabrikanten een herinnering op de units waarmee u deze parameter kunt aanpassen aan de draadaanvoersnelheid. Elk lasapparaat heeft zijn eigen tabel met bedrijfsmodi.
De voedingsspanning moet correct zijn ingesteld. Het komt erop neer dat als je het te zwak instelt, de penetratiediepte niet voldoende zal zijn. De gevormde naad zal buitengewoon kwetsbaar zijn. Als u daarentegen een installatie met een te hoge spanning opzet, kan het werkmateriaal verbranden en wordt het ongeschikt voor gebruik.
Instellen van de draadaanvoersnelheid
De snelheid waarmee de draad op het lasapparaat wordt ingevoerd, mag pas worden aangepast nadat de spanning correct is ingesteld. De voedingssnelheid bepaalt hoe snel het materiaal zal smelten. Tegelijkertijd wordt de werking ook beïnvloed door de spanning die door het lasapparaat wordt geleverd.

Wanneer het smeltproces van de lasdraad begint, neemt de snelheid waarmee deze begint te bewegen geleidelijk af. Het is belangrijk om correct te configureren omdat:
- Als de instelling van de elektrodetoevoer niet correct is uitgevoerd, zal de vorm ervan, wanneer deze in contact komt met metalen structuren, beginnen te veranderen voordat het smeltproces begint. De elektrode van het lasapparaat zal aan het werkoppervlak gaan kleven, wat de vorming van onnodige doorbuiging zal veroorzaken. De naad zal intermitterend en slordig zijn.
- Als de filamenttoevoer zo wordt aangepast dat deze te langzaam wordt doorgevoerd, bestaat het risico dat de elektrode doorbrandt voordat deze tijd heeft om te smelten. Tegelijkertijd raakt de toortstip van het lasapparaat verstopt. De resulterende naad zal golvend zijn.
Op een lasapparaat moet je de draadaanvoer het vaakst aanpassen, omdat na elke spanningsverandering of gebruik van andere toevoegdraden de draadaanvoerinstelling verloren gaat. Bij veel unitmodellen kunt u de instelling van de elektrodetoevoer correct selecteren in de automatische modus (alle acties worden elektronisch uitgevoerd).
Ervaren lassers gebruiken bij voorkeur de volgende merken lasapparaten: inverterlassen Resanta-apparaat (modellen 190, 200), Awelco (f5 - ook met omvormer), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Er zijn veel video's op internet waarin modellen van lasmachines worden uitgelegd. Als u wilt dat het apparaat wordt uitgerust met automatische aanpassingen van verschillende bedrijfsparameters en correct functioneert, is het daarom raadzaam dat u zich hiermee vertrouwd maakt.
Alle instellingen zijn met elkaar verbonden. Om de kenmerken van de relaties correct te begrijpen, is het verstandig om de tabel te bestuderen.

Instellen van de juiste polariteit
Het correct instellen van de polariteit op een lasapparaat is het gemakkelijkst. Fabrikanten plaatsen altijd bordjes op de behuizingen van units die het gemakkelijk maken om te begrijpen welke polariteit (direct of omgekeerd) in een bepaalde situatie het beste kan worden gekozen. Het hangt allemaal af van de metalen en legeringen waarmee u in aanraking komt.
Om de directe polariteit in te stellen, sluit u de gasbrander correct aan op de aansluiting met het “–” teken. Om het lasapparaat in omgekeerde polariteitsmodus in te stellen, wordt de gastoorts aangesloten op de terminal met het “+” teken. Voor de eenvoud worden deze aansluitingen “positief” en “negatief” genoemd.
De polariteit wordt aangepast afhankelijk van welk type draad op een bepaald moment op de installatie wordt gebruikt. Er zijn 2 opties:
- De draad is eenvoudig. In dit geval is het solide. Om het te gebruiken voor interactie met verschillende metalen, is het noodzakelijk om een beschermgas te gebruiken. De draad bevat geen additieven. Het werkoppervlak moet absoluut schoon zijn. Het is toegestaan om eenvoudige draad alleen binnenshuis te gebruiken. Als u het gebruikt, kunt u rekenen op de vorming van een gelijkmatige, dunne naad.
- De draad heeft flux. Het centrale deel van de draad heeft een speciaal additief. Het is ontworpen om een gas te vormen dat een beschermende functie vervult. Het is daarom niet nodig om aanvullend andere beschermgassen te gebruiken. Het is ook helemaal niet nodig om het werkoppervlak grondig schoon te maken. Je kunt buitenshuis met dergelijk soldeer omgaan - een sterke wind belet je niet om een gelijkmatige naad te bereiken. Toegegeven, als gevolg hiervan wordt een grote hoeveelheid slak gevormd, die moet worden afgevoerd.
Als u een gewone koperdraad gebruikt, is het juist om altijd de omgekeerde polariteit in acht te nemen en ook op de positieve pool aan te sluiten. Maar in dit geval moet een negatieve lading worden aangebracht op het metaal dat moet worden gelast. Als de draad is uitgerust met flux, moet deze een rechte polariteit hebben. De verbinding wordt gemaakt via de negatieve pool. Op het te lassen onderdeel wordt een terminal met een positieve lading geplaatst.
Instellen van de draadverlenging
Om het lasapparaat goed af te stellen, moet u ook zorgen voor het afstellen van de draadverlenging. Bereik verwijst naar de afstand tussen de uiteinden van de punt en de draad. Voor de eenvoud moet u alleen rekening houden met de lengte die de draad vanaf de punt uitsteekt.
Als het u lukt om deze systeemparameter correct te configureren, kunt u tijdens het gebruik een grote hoeveelheid spatten elimineren die de uiteindelijke naad ongelijkmatig en esthetisch onaantrekkelijk maken. Ook zal het lasapparaat zelf minder trillingen vertonen. Het lassen van metalen constructies zal correct worden uitgevoerd - het zal mogelijk zijn om verbranding en onvoldoende sterkte van de verbinding van de platen met elkaar te voorkomen.
Bij het gebruik van kleine diameters zijn de overhang- en uitlaatparameters aan elkaar gelijk. Als de dikte van de draad toeneemt, moet de loslaatparameter met 1-10 millimeter worden verlaagd (afhankelijk van de situatie).
Er zijn veel vertrekmaten. Maar er worden hoofdzakelijk slechts 3 opties gebruikt. Elk van hen is direct afhankelijk van welk ontwerp een bepaald gasmondstuk heeft en welke beschermende omgeving wordt gebruikt in de huidige lasmachine.
Alleen als u rekening houdt met deze proceseigenschappen, kunt u het lasapparaat correct configureren en de vereiste draadverlengingslengte instellen. Nu meteen naar de opties:
- In de meeste situaties moet de release zo min mogelijk worden geconfigureerd. Gemiddelde waarden zijn van 6 tot 10 mm. De waarde is geschikt in een situatie waarin kooldioxide (argonmengsel) wordt gebruikt als beschermend medium tijdens het koken van staal. Naarmate de hoeveelheid gebruikt argon toeneemt, neemt ook de lengte van de uitlaat toe.
- Als wordt besloten om puur argon te gebruiken voor beschermende doeleinden, moet de draadoverhang van de lasmachine correct worden afgesteld, zodat deze meer dan 10 mm bedraagt. Bij sommige modellen wordt de ontgrendeling automatisch aangepast om de grootste efficiëntie bij lasmaterialen te verkrijgen.
- Als de punt van het mondstuk zich direct in de behuizing van de lasmachine bevindt (erin verzonken), en als u de overhang te kort instelt, wordt het vereiste smeltniveau niet bereikt. Daarom is het zo belangrijk om dit element correct te configureren.
Om beter te begrijpen hoe u een lasapparaat correct instelt, kunt u deze tabel het beste altijd bij de hand houden.
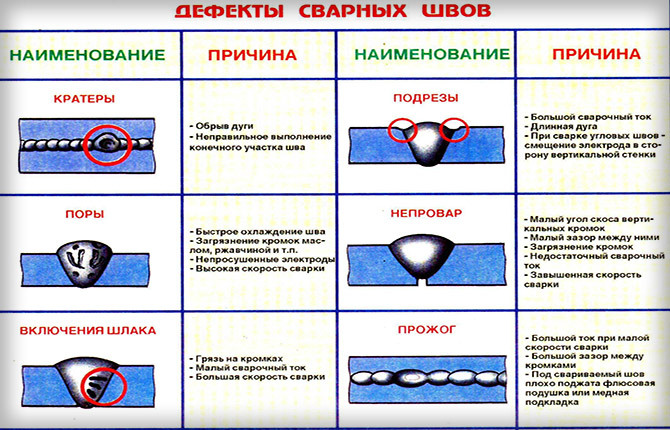
De meest voorkomende storingen en hun symptomen
Het is belangrijk om het lasapparaat correct af te stellen. Anders zal de kwaliteit van de naad enorm lijden. Of, erger nog, het lasapparaat zelf zal falen. Hieronder vindt u enkele aanbevelingen van ervaren slotenmakers. Voordat u de lasmachine zelf instelt, is het de moeite waard om ze te bestuderen.
- Als de geleverde spanning onvoldoende is, zal de las niet diep genoeg doordringen.
- Als het materiaal vóór het lassen niet goed genoeg wordt gereinigd, zal de naad schokkerig ontstaan.
- Verplaats de brander niet te ver weg. Als het zich tijdens het lassen op een afstand van meer dan 12 mm van het materiaal bevindt, zal de naad met tussenpozen worden gevormd.
- Als er een hoge spanning wordt toegepast, maar de materialen die worden samengevoegd zijn niet dik genoeg, is de kans groot dat ze doorbranden. Dit alles zal leiden tot extra tijd- en middelenkosten gericht op het elimineren van het probleem.
- Als er geen beschermgas in de laszone aanwezig is, wordt de naad poreus en krijgt deze een groenachtige tint. Het is bekend dat porositeit de algehele sterkte van een constructie negatief beïnvloedt. Daarom mag haar onderwijs niet worden toegestaan.
- U mag pas met het lasapparaat werken nadat u de toestand ervan heeft vastgesteld. Er moet altijd een visuele inspectie worden uitgevoerd. Controleer of er sprake is van schending van de integriteit van spanningvoerende delen.
Het is onmogelijk om te werken zonder speciale beschermende lasmaskers die de flitsen donkerder maken. Kameleonmaskers fungeren als een lichtfilter om te beschermen tegen flitsen met hoge helderheid. U kunt niet zonder hen werken - u kunt uw ogen ernstig beschadigen.
Nu mogen er geen vragen rijzen over het correct instellen van het lasapparaat. U moet de instructies en aanbevelingen in het artikel strikt opvolgen. Alleen in dit geval zal het apparaat correct functioneren.
Hoeveel aandacht besteedt u aan het opzetten van de installatie vóór de werkzaamheden? Zorg ervoor dat u uw mening deelt in de reacties. Sla het artikel op in uw bladwijzers. Misschien helpt het u ook bij het instellen van uw apparaat.