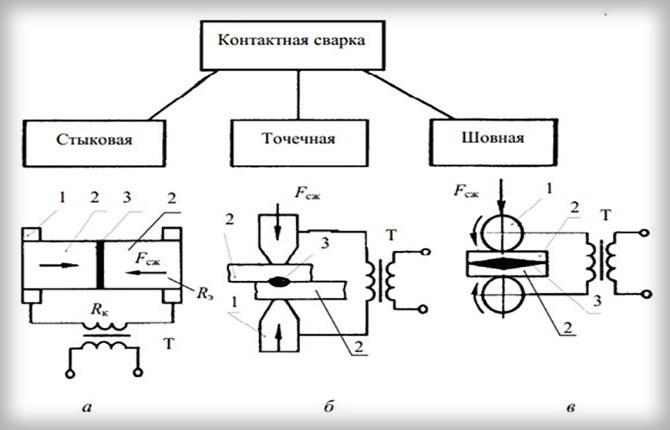
Cel mai comun tip de sudare este sudarea în puncte. Este folosit pentru a conecta părți și structuri metalice. Calitatea unei astfel de conexiuni va depinde de durata corectă a impulsului electric. Să ne uităm la cum se face sudarea în puncte.

Conținutul articolului:
-
Pregătirea pentru sudarea în puncte
- Pregatirea aparatului de sudura
- Pregătirea electrozilor de sudare
- Pregătirea suprafeței
-
Tehnica sudării în puncte
- Alegerea locului de sudare
- Aplicație de sudare în puncte
-
Caracteristicile sudurii în puncte
- Avantaje și dezavantaje
- Domenii de utilizare
-
Greșeli de bază la sudarea în puncte
- Descrierea erorilor
- Modalități de a le repara
Pregătirea pentru sudarea în puncte
Pentru a realiza o conexiune de înaltă calitate, este necesar să efectuați corect lucrările pregătitoare. Ele constau în pregătirea suprafeței, aparat de sudura Și electrozi.
Pregatirea aparatului de sudura
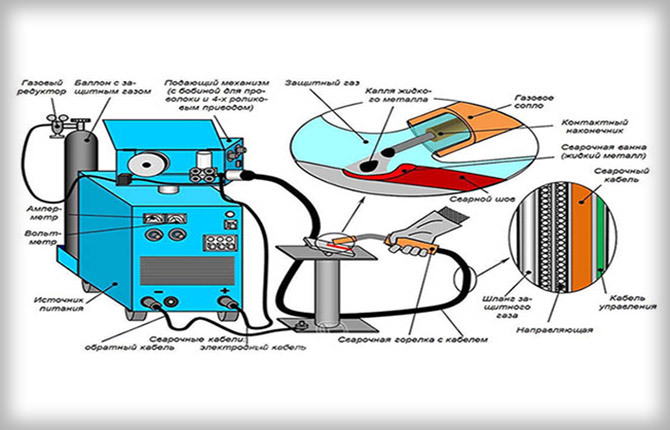
Pentru a efectua sudarea, este necesar un echipament special. Întreprinderile folosesc aparate de sudură. Sunt capabili să lucreze cu diferite tipuri de metal.
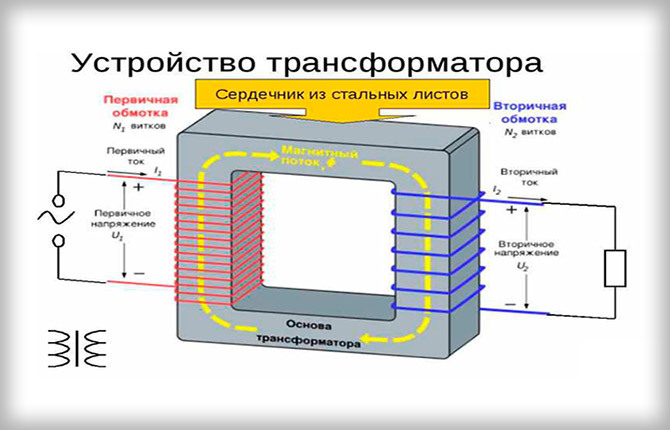
Consumatorii casnici folosesc aparate de sudura compacte. Dispozitivul vine cu cleme și un transformator de putere redusă. Înainte de punerea în funcțiune, este necesar să se verifice corespondența puterii aparatului de sudură și a indicatorilor de alimentare.
După aceasta, se instalează firul de sudură. Tipul și diametrul acestuia trebuie să corespundă vârfului pistolului de sudură și furtunului de ghidare. Dacă trebuie să utilizați un fir cu un diametru diferit, rola de antrenare este răsturnată sau înlocuită cu una adecvată.
Bobina mașinii de sudură poate avea dimensiuni diferite. Dacă nu se potrivește, utilizați un adaptor. Înainte de a începe reglarea, firul este instalat în canelura dorită. După aceasta, este presat cu o rolă de reglare.
În etapa următoare, furtunul de alimentare este pregătit. Trebuie desfășurat, eliminând îndoirile. Acest lucru se poate face convenabil pe o suprafață plană.
Noi citim: Sudura electrica pentru incepatori
Pregătirea electrozilor de sudare
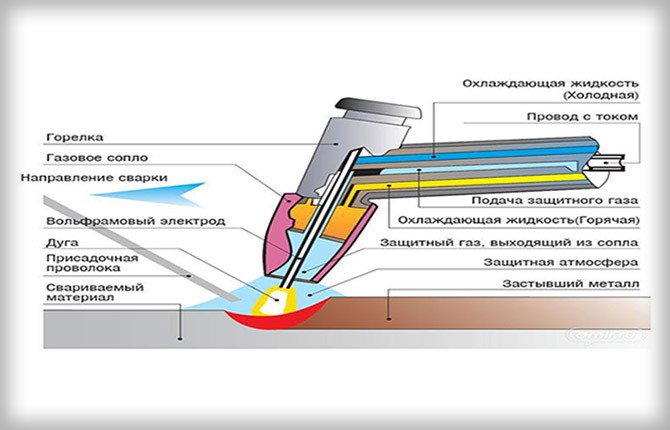
Un electrod este principalul atribut al sudării, care îndeplinește funcția de a furniza curent electric pieselor care trebuie sudate. Pentru fabricarea lor se folosesc aliaje cu conductivitate electrică și termică ridicată. Aliajele de cupru sau bronz au aceste calități.
Vârful electrodului se încălzește cel mai mult, așa că aceasta este partea care devine cel mai rapid inutilizabilă. Din acest motiv, trebuie ascuțit în timpul lucrărilor de sudare. Forma optimă a vârfului este un con.
Pentru a extinde utilizarea electrozilor, trebuie îndeplinite o serie de condiții:
- alegeți un electrod în funcție de materialul cu care trebuie să lucrați;
- folosiți o jachetă de apă;
- Nu utilizați electrozi cu vârf subțire pentru sudare grea;
- Depozitați electrozii corect și preveniți deteriorarea acestora.
Pregătirea electrozilor pentru lucru presupune calcinarea sau uscarea acestora. Acest lucru trebuie făcut pentru a reduce nivelul de umiditate din acoperire, care afectează negativ calitatea muncii efectuate.
Electrozii neuscati sunt greu de aprins, sfaramati sau lipiti. Uscarea trebuie făcută imediat înainte de utilizare, deoarece calcinarea aceluiași electrod de mai mult de 3 ori poate duce la desprinderea stratului de pe tijă.
Pregătirea suprafeței
Înainte de a efectua sudarea în puncte cu propriile mâini, trebuie să pregătiți metalul. Procesul constă în curățarea zonei în care se va face cusătura de coroziune, contaminare și oxidare. Fără aceasta, în timpul funcționării, puterea dispozitivului poate scădea, iar gradul de uzură crește.
Pentru a curăța suprafața, utilizați o râșniță cu șmirghel, o perie metalică sau sablare. Dacă piesa este de dimensiuni mici, poate fi păstrată într-o soluție specială.
Procesul de pregătire va fi diferit atunci când se lucrează cu aluminiu sau un aliaj realizat din acesta. Există o peliculă de oxid pe suprafața acestui metal. Nu permite ca piesa să fie complet încălzită și sudată. Prin urmare, trebuie îndepărtat înainte de a începe lucrul.
Tehnica sudării în puncte
Procesul de sudare în puncte se bazează pe un impuls de curent de sudare, care duce la încălzirea pieselor. Durata sa este de 0,01-0,1 s. Un astfel de impuls duce la topirea metalului în zona de contact cu formarea unui miez lichid. La fel va fi și pentru cele două părți care trebuie asamblate. După aceasta, piesele sunt ținute ceva timp până se răcesc și miezul se cristalizează.
Alegerea locului de sudare
Locul unde se efectuează lucrările de sudare trebuie păstrat curat. Toate uneltele trebuie să fie în stare bună de funcționare. Lucrările de fixare sau asamblare a structurilor trebuie efectuate pe suport, pe o suprafață plană.
Transformatorul este asezat pe o platforma metalica cu o inaltime de 10 si o latime de cel putin 80 cm. Accesul la acestea trebuie să fie gratuit. Întrerupătoarele pentru transformator sunt amplasate pe suporturi tubulare. Convertizoarele de curent sunt montate pe podea lângă coloane, iar dispozitivele de comutare sunt montate pe peretele coloanei.
Pentru lucrări de sudare în siguranță, este necesară o ventilație stabilă. Acest lucru va reduce cantitatea de substanțe nocive care apar în aer în timpul sudării în puncte sau a altor suduri.
Noi citim: Cum se sudează cusăturile verticale și orizontale folosind sudarea electrică
Aplicație de sudare în puncte
Există mai multe etape ale procesului de sudare în puncte:
- curățarea suprafețelor, nivelarea și montarea pieselor de prelucrat;
- fixarea pieselor cu clește cu compresie la o ușoară deformare;
- încălzirea metalului cu ajutorul unui electrod, topirea acestuia, formarea unui miez sudat;
- atunci când lucrați cu un dispozitiv automat, compresia este eliberată;
- oprirea curentului după ce suprafața de lucru capătă o nuanță roșie;
- compresie puternică a pieselor pentru a forma un miez sudat de înaltă calitate atunci când metalul se răcește.
Pentru a preveni stropirea metalului, este necesar să se controleze compresia pieselor în timpul aplicării curentului.
Caracteristicile sudurii în puncte
O caracteristică specială a metodei punctului este strângerea pieselor cu clești speciali prin care trece un curent electric. Cu ajutorul lui, metalul din punctul de contact cu electrodul este încălzit. În acest moment, piesa este comprimată și în unele zone înmuiate se obține un fel de „nit fierbinte”, limitat de un punct.
Caracteristicile sudurii în puncte:
- tensiune de funcționare - mai mică de 10 V;
- curent de funcționare - peste 1000 A;
- conexiune pe termen scurt (câteva secunde);
- presiune mare creată de clești.
Avantaje și dezavantaje
Avantajele metodei spot de sudare a elementelor metalice:
- De mare viteză. Temperatura ridicată promovează îmbinarea rapidă și uniformă a metalului. Acest lucru evită deformarea acestuia.
- Costuri reduse, permițând utilizarea în masă a tehnologiei punctuale. Automatizarea procesului reduce și mai mult costurile.
- Consum redus de energie comparativ cu alte tehnici de sudare.
- Ușurința în a face treaba.
Dar tehnica are și dezavantaje:
- Incapacitatea de a conecta părți de grosime mare. Acest lucru se datorează faptului că cusătura rezultată nu va fi suficient de puternică și poate fi deteriorată ca urmare a impactului fizic sau mecanic asupra piesei.
- Lucrările de sudare necesită spațiu liber.
- Aspectul conexiunii poate să nu fie suficient de atractiv, așa că tehnica punctului este utilizată în locuri neobservate.
- Pericol ridicat în timpul lucrului. Este important să urmați măsurile de siguranță pentru a evita rănirea. De asemenea, este necesară o protecție specială împotriva stropilor de metal și scânteilor.
Domenii de utilizare
Metoda de sudare în puncte este utilizată atunci când este necesară realizarea unor structuri metalice prin conectarea elementelor individuale. Tehnologia este fiabilă, rapidă și ușor de realizat, iar procesul în sine poate fi automatizat. Prin urmare, tehnica este utilizată dacă trebuie să faceți următoarele structuri:
- automobile, utilaje agricole, feroviare și alte echipamente;
- aparate de uz casnic (frigidere);
- elemente microelectronice;
- cadre din armătură pentru plăci monolitice;
- Bijuterii.
Greșeli de bază la sudarea în puncte
Pentru a realiza un produs durabil, este important să evitați greșelile comune atunci când efectuați lucrări de sudare. La ce trebuie să fii atent pentru a realiza un design de înaltă calitate?
Descrierea erorilor
Sudarea în puncte necesită setări precise și monitorizarea rezultatelor obținute. Cele mai frecvente greșeli făcute sunt:
- Ars. Este o gaură în structură, ale cărei margini se pot desprinde cu ușurință. Acest lucru se întâmplă atunci când există un impuls lung, un curent ridicat sau o comprimare mare a piesei metalice, ceea ce o face să se supraîncălzească și să se scurgă. Pentru a evita acest lucru, trebuie să reduceți presiunea sau să reduceți curentul.
- Deversări. Dacă se aplică un impuls slab pentru o perioadă lungă de timp sau se aplică o compresie puternică, metalul se poate deplasa dincolo de miez cu formarea de goluri. În timpul funcționării, astfel de stropii seamănă cu scântei care zboară din puncte. Grosimea din jurul acestor puncte este redusă, făcând conexiunea mai puțin sigură.
- Lipsa de penetrare. Este posibil ca miezul să nu fie încălzit dacă dați un impuls slab, slăbiți cleștii și nu comprimați prea mult piesa. Acest lucru poate duce la apariția unui astfel de punct în timpul activității fizice. Lipsa fuziunii poate apărea acolo unde punctele de sudură sunt aproape unele de altele, astfel încât punctul adiacent devine un șunt, conducând o parte din energia electrică. Nu va fi suficient să topești metalul.
- Reducerea diametrului punctului. Dacă faceți un puls scurt sau apăsați ușor piesele, zona de topire va fi insuficientă. În acest caz, la punct se formează microaliaje, care sunt mai slabe decât sudarea monolitică.
- Crăpături în metal. Ele pot apărea dacă punctele sunt făcute lângă marginea suprapunerii, metalul nu este pregătit sau cleștii nu sunt comprimați corespunzător. Un astfel de defect poate fi examinat sub o lupă.

Modalități de a le repara
Verificarea calității sudurii în puncte este destul de dificilă. Tehnicile cu ultrasunete utilizate în mod obișnuit în producție pot să nu fie eficiente. Pentru verificarea piesei finite se efectuează un test de rupere de control.
Dacă sunt identificate defecte, puteți face următoarele:
- re-sudați punctul;
- curățați stropii exterioare;
- găuriți defectul și re-sudați-l folosind o mașină de sudură semi-automată;
- face un nit (suflat sau sudat);
- forja punctul fierbinte.
Tehnologia de sudare în puncte este destul de comună. Dar echipamentele profesionale sunt scumpe, așa că meșterii de acasă pot face dispozitive de casă din cuptoarele cu microunde vechi. Desene și diagrame ale dispozitivului sunt disponibile pe Internet.
Sudarea prin puncte este ușor de realizat și are costuri financiare minime. Atunci când o efectuați, este necesar să respectați măsurile de siguranță și să respectați regulile de lucru. Acest lucru va reduce riscul de rănire și vă va permite să realizați o structură metalică de înaltă calitate.
Ai abilități de sudare în puncte? Împărtășește-ți secretele în comentarii. De asemenea, nu uitați să marcați articolul și să distribuiți linkul prietenilor tăi.


