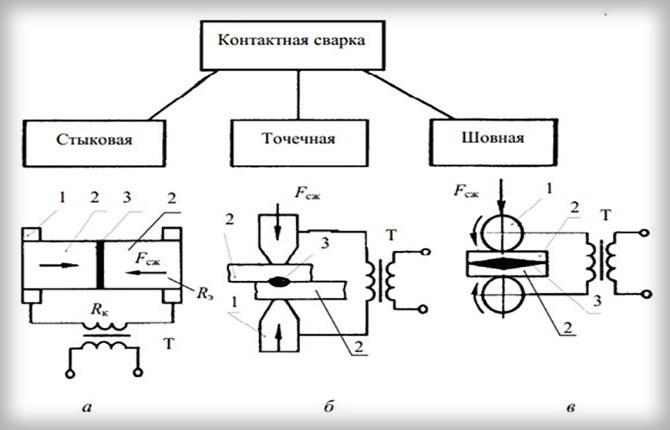
Den vanligaste typen av svetsning är punktsvetsning. Den används för att ansluta metalldelar och strukturer. Kvaliteten på en sådan anslutning kommer att bero på den korrekta varaktigheten av den elektriska pulsen. Låt oss titta på hur man gör punktsvetsning.

Innehållet i artikeln:
-
Förbereder punktsvetsning
- Förbereda svetsmaskinen
- Förberedelse av svetselektroder
- Ytförberedelse
-
Punktsvetsteknik
- Välja en svetsplats
- Punktsvetsapplikation
-
Funktioner av punktsvetsning
- Fördelar och nackdelar
- Användningsområden
-
Grundläggande misstag vid punktsvetsning
- Beskrivning av fel
- Sätt att fixa dem
Förbereder punktsvetsning
För att göra en högkvalitativ anslutning är det nödvändigt att utföra det förberedande arbetet korrekt. De består av att förbereda ytan, svetsmaskin Och elektroder.
Förbereda svetsmaskinen
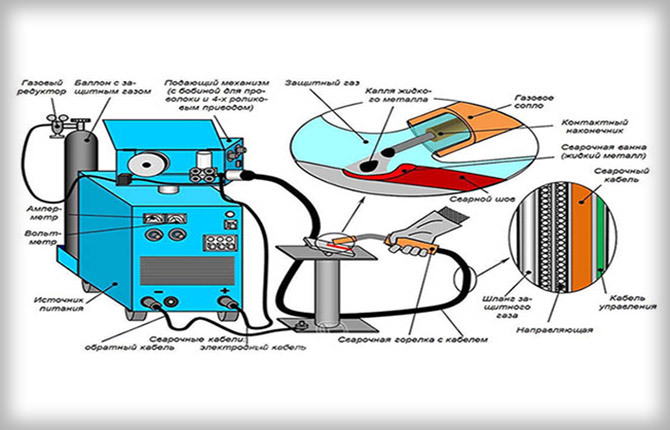
För att utföra svetsning krävs specialutrustning. Företag använder svetsmaskiner. De kan arbeta med olika typer av metall.
Hushållskonsumenter använder kompakta svetsmaskiner. Enheten levereras med klämmor och en lågeffektstransformator. Innan den tas i bruk är det nödvändigt att kontrollera överensstämmelsen mellan svetsmaskinens kraft och strömförsörjningsindikatorerna.
Efter detta installeras svetstråden. Dess typ och diameter måste motsvara spetsen på svetspistolen och styrslangen. Om du behöver använda en tråd med annan diameter, vänds drivrullen eller byts ut mot en lämplig.
Svetsmaskinsspolen kan ha olika storlekar. Om den inte passar, använd en adapter. Innan justeringen påbörjas installeras tråden i önskat spår. Efter detta pressas den med en justerrulle.
I nästa steg förbereds matningsslangen. Det måste vikas ut, vilket eliminerar veck. Detta kan göras bekvämt på en plan yta.
Vi läser: Elsvetsning för nybörjare
Förberedelse av svetselektroder
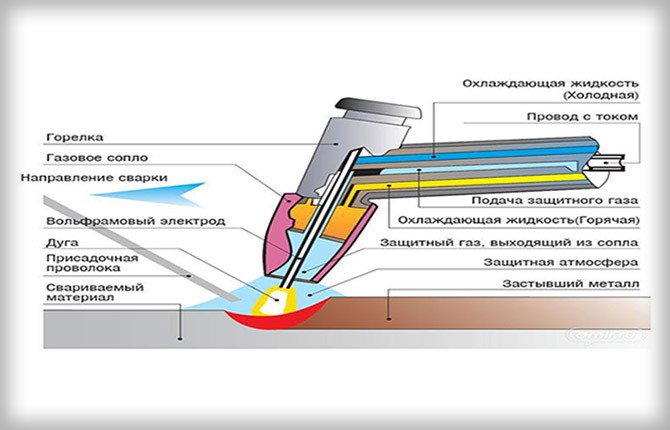
En elektrod är huvudattributet för svetsning, som utför funktionen att leverera elektrisk ström till de delar som behöver svetsas. För deras tillverkning används legeringar med hög elektrisk och termisk ledningsförmåga. Koppar eller bronslegeringar har dessa egenskaper.
Spetsen på elektroden värms upp mest, så detta är den del som snabbast blir oanvändbar. På grund av detta måste den slipas under svetsarbete. Den optimala spetsformen är en kon.
För att utöka användningen av elektroder måste ett antal villkor uppfyllas:
- välj en elektrod baserat på materialet du behöver arbeta med;
- använd en vattenjacka;
- Använd inte tunnspetselektroder för tung svetsning;
- Förvara elektroderna korrekt och förhindra att de skadas.
Att förbereda elektroder för arbete innebär att kalcinera eller torka dem. Detta måste göras för att minska fuktnivån i beläggningen, vilket negativt påverkar kvaliteten på det utförda arbetet.
Otorkade elektroder är svåra att antända, smula sönder eller fastna. Torkning måste göras omedelbart före användning, eftersom kalcinering av samma elektrod mer än 3 gånger kan leda till att beläggningen lossnar från stången.
Ytförberedelse
Innan du utför punktsvetsning med dina egna händer måste du förbereda metallen. Processen består av att rengöra området där sömmen kommer att göras från korrosion, kontaminering och oxidation. Utan detta, under drift, kan enhetens kraft minska, och graden av dess slitage ökar.
För att rengöra ytan, använd en slipmaskin med sandpapper, en metallborste eller sandblästring. Om delen är liten i storlek kan den förvaras i en speciell lösning.
Beredningsprocessen kommer att vara annorlunda när man arbetar med aluminium eller en legering gjord av det. Det finns en oxidfilm på ytan av denna metall. Det tillåter inte att delen värms upp och svetsas helt. Därför måste den tas bort innan arbetet påbörjas.
Punktsvetsteknik
Punktsvetsprocessen är baserad på en puls av svetsström, vilket leder till uppvärmning av delarna. Dess varaktighet är 0,01-0,1 s. En sådan puls leder till smältning av metallen i kontaktzonen med bildandet av en flytande kärna. Det blir samma sak för de två delarna som ska monteras. Efter detta hålls delarna en stund tills de svalnar och kärnan kristalliseras.
Välja en svetsplats
Platsen där svetsarbeten utförs ska hållas ren. Alla verktyg måste vara i gott skick. Arbete med att fästa eller montera strukturer ska utföras i bockar, på en plan yta.
Transformatorn placeras på en metallplattform med en höjd av 10 och en bredd på minst 80 cm. Tillgång till dem måste vara gratis. Strömställare för transformatorn placeras på rörformade stativ. Strömomvandlare är monterade på golvet bredvid kolumnerna och omkopplingsanordningar är monterade på pelarens vägg.
För säkert svetsarbete krävs stabil ventilation. Detta kommer att minska mängden skadliga ämnen som uppstår i luften vid punktsvetsning eller annan svetsning.
Vi läser: Hur man svetsar vertikala och horisontella sömmar med elektrisk svetsning
Punktsvetsapplikation
Det finns flera steg i punktsvetsprocessen:
- ytrengöring, utjämning och montering av arbetsstycken;
- fixering av delar med tång med kompression till en liten avböjning;
- värma metallen med hjälp av en elektrod, smälta den, bilda en svetsad kärna;
- när du arbetar med en automatisk enhet frigörs kompressionen;
- stänga av strömmen efter att arbetsytan får en röd nyans;
- stark komprimering av delar för att bilda en högkvalitativ svetsad kärna när metallen svalnar.
För att förhindra metallstänk är det nödvändigt att kontrollera komprimeringen av delar under appliceringen av ström.
Funktioner av punktsvetsning
En speciell egenskap hos punktmetoden är fastspänningen av delar med en speciell tång genom vilken en elektrisk ström passerar. Med dess hjälp värms metallen vid kontaktpunkten med elektroden. Vid denna tidpunkt komprimeras delen och i vissa uppmjukade områden erhålls en slags "hetnit", begränsad av en spets.
Funktioner för punktsvetsning:
- driftspänning - mindre än 10 V;
- driftsström - över 1000 A;
- kortvarig anslutning (några sekunder);
- högt tryck skapat av tång.
Fördelar och nackdelar
Fördelar med punktmetoden för svetsning av metallelement:
- Hög hastighet. Hög temperatur främjar snabb och enhetlig sammanfogning av metall. Detta undviker dess deformation.
- Låga kostnader, vilket gör att punktteknik kan användas i massor. Att automatisera processen minskar kostnaderna ytterligare.
- Låg energiförbrukning jämfört med andra svetstekniker.
- Lätt att göra jobbet.
Men tekniken har också nackdelar:
- Oförmåga att ansluta delar av stor tjocklek. Detta beror på det faktum att den resulterande sömmen inte kommer att vara tillräckligt stark och kan skadas som ett resultat av fysisk eller mekanisk påverkan på delen.
- Svetsarbete kräver ledigt utrymme.
- Utseendet på anslutningen kanske inte är tillräckligt attraktivt, så punkttekniken används på oansenliga platser.
- Stor fara under arbete. Det är viktigt att följa säkerhetsföreskrifterna för att undvika skador. Särskilt skydd mot metallstänk och gnistor krävs också.
Användningsområden
Punktsvetsmetoden används när det är nödvändigt att tillverka metallstrukturer genom att ansluta enskilda element. Tekniken är pålitlig, snabb och enkel att utföra, och själva processen kan automatiseras. Därför används tekniken om du behöver göra följande strukturer:
- bilar, jordbruks-, järnvägs- och annan utrustning;
- hushållsapparater (kylskåp);
- mikroelektronikelement;
- ramar gjorda av förstärkning för monolitiska plattor;
- Smycken.
Grundläggande misstag vid punktsvetsning
För att göra en hållbar produkt är det viktigt att undvika vanliga misstag när man utför svetsarbeten. Vad behöver du vara uppmärksam på för att göra en design av hög kvalitet?
Beskrivning av fel
Punktsvetsning kräver exakta inställningar och övervakning av erhållna resultat. De vanligaste misstagen som görs är:
- Utbrändhet. Det är ett hål i strukturen, vars kanter lätt kan lossna. Detta inträffar när det finns en lång puls, hög ström eller stor kompression av metalldelen, vilket gör att den överhettas och dräneras. För att undvika detta måste du göra trycket svagare eller minska strömmen.
- Spill. Om en svag puls appliceras under lång tid eller stark kompression appliceras, kan metallen röra sig bortom kärnan med bildandet av tomrum. Under drift liknar sådana stänk gnistor som flyger ut från punkter. Tjockleken runt dessa punkter minskar, vilket gör anslutningen mindre säker.
- Brist på penetration. Kärnan kanske inte värms upp om du gör en svag impuls, lossar tången och inte trycker ihop delen för mycket. Detta kan leda till att en sådan punkt försvinner under fysisk aktivitet. Brist på smältning kan uppstå där svetspunkter är nära varandra, så den intilliggande punkten blir en shunt som leder en del av den elektriska energin. Det kommer inte att räcka för att smälta metallen.
- Minska spetsens diameter. Om du gör en kort puls eller trycker löst på delarna kommer smältytan att vara otillräcklig. I detta fall bildas mikrolegeringar vid punkten, som är svagare än monolitisk svetsning.
- Sprickor i metall. De kan dyka upp om spetsarna är gjorda nära kanten av överlappningen, metallen inte är förberedd eller om tången inte är ordentligt komprimerad. En sådan defekt kan undersökas under ett förstoringsglas.

Sätt att fixa dem
Att kontrollera kvaliteten på punktsvetsning är ganska svårt. Ultraljudstekniker som vanligtvis används vid tillverkning kanske inte är effektiva. För att kontrollera den färdiga delen utförs ett kontrollfrakturtest.
Om defekter identifieras kan du göra följande:
- svetsa om spetsen;
- rensa upp externa stänk;
- borra ut defekten och svetsa om den med en halvautomatisk svetsmaskin;
- gör en nit (blås eller svetsad);
- smida den heta platsen.
Punktsvetsteknik är ganska vanligt. Men professionell utrustning är dyr, så hantverkare hemma kan göra hemgjorda enheter från gamla mikrovågor. Ritningar och diagram över enheten finns tillgängliga på Internet.
Punktsvetsning är lätt att utföra och har minimala ekonomiska kostnader. När du utför det är det nödvändigt att observera säkerhetsåtgärder och följa arbetsreglerna. Detta kommer att minska risken för skador och gör att du kan göra en metallstruktur av hög kvalitet.
Har du färdigheter i punktsvetsning? Dela dina hemligheter i kommentarerna. Glöm inte heller att bokmärka artikeln och dela länken med dina vänner.