Svářečské práce jsou složitý, pracně náročný proces, který od výkonného pracovníka vyžaduje nejen teoretické znalosti, ale i zkušenosti a praktické dovednosti. Spolu s tím existuje vysoká pravděpodobnost zranění. Proto jsou nutná bezpečnostní opatření při svařování plynem, aby se zachoval život a zdraví svářeče a lidí kolem něj.
Obsah článku:
- Nezbytné ochranné pomůcky
- Podmínky skladování zařízení a spotřebního materiálu
- Příprava zařízení k provozu
- Pravidla pro svářečské práce
- Během svářečských prací je to přísně zakázáno
- Postup dokončení svařování
- Havarijní svářečské práce
Nezbytné ochranné pomůcky
Bezpečnost je druh činnosti, který zahrnuje řadu organizačních a technických opatření, ochranné metody a prostředky k zajištění bezpečnosti při výrobní činnosti pracovník.

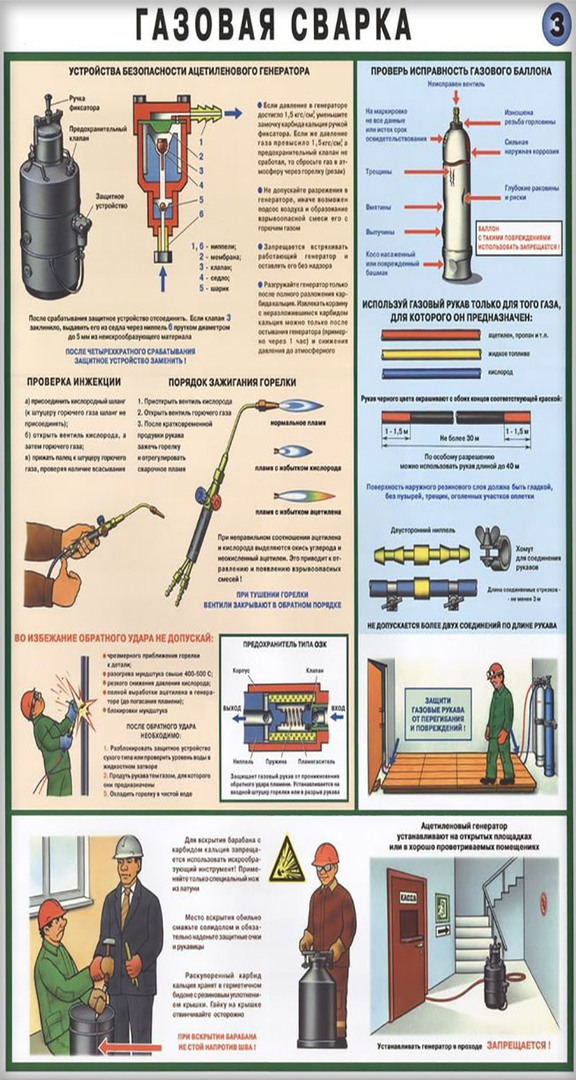
Proces svařování plynem je soubor prací využívajících speciální zařízení k vytvoření pevného spojení mezi kovy. Podle bezpečnostních opatření existuje seznam metod nezbytných pro individuální ochranu očí před zářením, pokožky před jiskrami a postříkáním roztaveným kovem. V tomto ohledu prostředky IZ zahrnují:
- brýle, štíty;
- Masky, respirátory, filtrační plynové masky;
- montérky;
- palčáky - manžety;
- kožené boty s ochrannou tužinkou.
Dle bezpečnostních předpisů pro svařování plynem se používá ochranný svářečský štít vybavený automatickým zatmavovacím filtrem. Brýle, které nepropouštějí ultrafialové a infračervené paprsky. Ochrana horních cest dýchacích a plic před kouřem je povinným bezpečnostním požadavkem, který je zvláště důležitý v uzavřených prostorách.
Bezpečnostní opatření stanoví, že oblekem svářeče je sako s tajným zapínáním a kalhoty z bavlněného lněného vlákna s ohnivzdornou impregnací (plátno, plachta). Možností by mohla být zástěra a rukávy. Jako pokrývka hlavy se používá nárazuvzdorná maska (elektrická), ochranný hledí z džínoviny a ohnivzdorná přilba, zejména pro stropní svařování plynem.

Podmínky skladování zařízení a spotřebního materiálu
Principem svařování plynem je plamen, který ohřívá okraje obrobků, část plnicí tyče (elektrody), tvořící svařovací „bazén“. Otevřený plamen taví kovový okraj, vytlačuje vzduch z „lázně“ a chrání kontakty před kyslíkem a oxidací.

Při svařování elektrickým obloukem se kovové hrany taví při vysokých teplotách. K tomu je do součásti a elektrody přiváděn proud (střídavý nebo stejnosměrný) ze střídače. To přispívá ke vzhledu oblouku a jeho spalování.
Roli ochranného média plní inertní plyn argon. Zabraňuje přístupu vzduchu do svařovací zóny a zabraňuje oxidaci kovu. Argonové svařování je jednou z nejpřesnějších a nejkvalitnějších metod. Umožňuje spojovat díly, nejen malé, ale i velké, při dodržení bezpečnostních opatření.
Sada zařízení pro svařování plynem obsahuje generátor nebo propan-butanovou láhev. Pojistné vodní ventily, které jsou instalovány na potrubí generátorů acetylenu, reduktorů pro plynové lahve, jakož i vysokotlaké hadice, řezačky, hořáky, elektrody, drát, tavidlo (látky organického a anorganického původu určené k odstranění oxidů ze svařovaných materiálů povrchy).
Bezpečnostní opatření při svařování plynem přímo závisí na podmínkách, ve kterých jsou zařízení a spotřební materiály skladovány.
Podle bezpečnostních předpisů musí být sklad chráněn před srážkami, vytápěn v chladném období a mít dobrý osvětlení, ventilační systém, zařízení odstraňující škodlivé plyny, výpary, teplota minimálně 15° s vlhkostí až 40 %. Místnost by neměla být prašná, protože design moderních svařovacích strojů obsahuje elektronické prvky: mikroobvody, tranzistory. Povrch podlahy je hladký a neklouzavý.

Elektrody jsou přepravovány v souladu s bezpečnostními předpisy, v uzavřeném obalu, který je chrání před vodou, nečistotami a prachem. Tavidla - v nádobách, pytlích. Materiály jsou uloženy na policích s uvedením typu, data výroby a čísla šarže. Jejich sušení vyžaduje speciální pec a také stroje na čištění a navíjení drátu. Na pracovišti svářeče musí být instalovány stojany s upevněním pro chladicí hořáky a řezačky.
Plné válce, bez bot, jsou umístěny na policích ve vodorovné poloze, se stojanem - ve svislé poloze. Aby nespadly, vyrábí se pro ně hnízda se zábranami nebo klecemi.
Čteme také: Svařování za studena.
Příprava zařízení k provozu
Pro svařování plynem potřebujete dvě lahve: s acetylenem a kyslíkem. Radikálně se od sebe liší. Kyslík - modrý, s mosazným ventilem, protože mosaz ve srovnání s ocelí neoxiduje. Acetylenová láhev je bílá s ocelovým ventilem a butanová láhev je červená.
Nejprve byste měli pečlivě zkontrolovat zařízení, v první řadě neporušenost napájecích a zemnících kabelů, systému přívodu plynu a také hořáku a jeho připojení ke svařovacímu stroji. Toto jsou základní bezpečnostní požadavky.
Nejprve musíte odstranit vzduch, který zůstává v hadici. Za tímto účelem se ventily válců na několik sekund postupně otevřou a poté se zavřou. V opačném případě může zbývající vzduch v acetylenové hadici způsobit zpětný vzplanutí (hoření v opačném směru).

Kyslíková hadice je připojena k hořáku a kontroluje se na přítomnost vakua v acetylenové trubici. Dále připojte acetylenovou hadici, utáhněte svorky na obou - zařízení je připraveno k zapálení hořáku. Pokud jde o přípravu dílů pro svařování plynem, skládá se z následujících kroků:
- čištění od nečistot, prachu, olejových filmů;
- odstraňování nátěrů;
- ošetření proti rzi a vodnímu kameni.
Čištění se provádí do lesku pomocí drátěného kartáče nebo brusného papíru. Hliník je ošetřen pastou na bázi kyseliny. Dále se svařené hrany oříznou podle typu spoje ručně dlátem, na frézce nebo speciálním stroji na hoblování hran. Před svařováním plynem se díly slepí tak, aby kovové konstrukce neměnily svou polohu.
Pravidla pro svářečské práce
Bezpečnostní opatření při práci se svařováním vyžadují poučení. Takový program vyvíjejí specialisté v souladu s pravidly ochrany práce a schvaluje ho manažer a osoba odpovědná za bezpečnost. V závislosti na účelu, četnosti doručení a získaných znalostech se rozlišují následující typy výuky:
- úvodní;
- hlavní;
- opakované;
- neplánovaný;
- cílová.
Na základě bezpečnostních předpisů mohou svařování plynem provádět organizace nebo podnikatelé certifikovaní pro používání svařovacích technologií na nebezpečných zařízeních. Než začnete, potřebujete:
- vyčistit pracoviště od nečistot a hořlavých předmětů;
- chraňte pracovní prostor ochranou vysokou 1,8 metru;
- zkontrolovat provozuschopnost zařízení: plynové lahve, přístrojové vybavení;
- těsnost spojů, počínaje válcem a konče hořákem nebo řezačkou;
- dostupnost a provozuschopnost hasicího zařízení.
Místo pro svařování plynem musí být vybaveno hasicím přístrojem, krabicí s pískem a lopatou. Svařování je zakázáno při rychlosti větru vyšší než 10 m za sekundu, v noci a při bouřce, jakož i při srážkách bez přístřeší.
Během svářečských prací je to přísně zakázáno
Zakázáno:
- umísťovat hořlavé a hořlavé předměty ve vzdálenosti menší než 5 m od místa, kde se provádí svařování plynem;
- provádějte svařování nebo řezání plynem blíže než 10 metrů od skladu plynových lahví;
- ve výškách použijte sáček pod nářadím ke sběru zbytků elektrod;
- provádět svařování plynem na potrubích a nádobách pod tlakem;
- Podle bezpečnostních předpisů nemůžete používat plynové lahve s poškozeným pláštěm, vadnými adaptéry, ventily nebo s prošlou ověřovací lhůtou;
- během přestávek nebo na konci práce nechte hadice, řezáky a hořáky bez dozoru;
- používat nástroje na kapalná paliva, včetně plynových řezaček;
- současně provádět elektrické a plynové svařování na žebřících a žebřících;
- práce na čerstvě natřených, hořlavých barvách nebo lacích, výrobcích;
- používejte produkty IZ se stopami oleje, tuku, benzínu, petroleje.

Postup dokončení svařování
Konečným technologickým procesem popouštění je tepelné zpracování kovu, udržování po určitou dobu pod kritickou teplotou, ochlazení na teplotu vzduchu. Tento postup je nezbytný pro eliminaci vnitřních pnutí, která mohou ovlivnit kvalitu svaru kovového výrobku.
Svar je v podstatě místní odlitek s defekty, které se objevují při tuhnutí kovu. Proto se u dílů s jasnými a definovanými tvary provádí obecné nebo místní tepelné zpracování svarů. Struktura slitiny obsahuje sloupcové krystaly, zvýšený obsah plynů a vrstvu neúplného natavení.
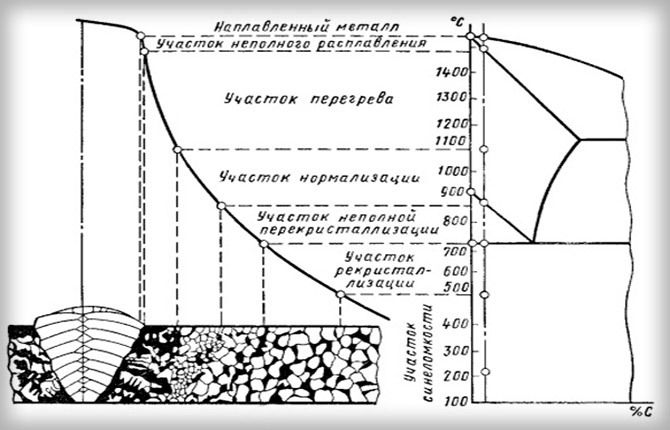
Kalení se provádí například při svařování výrobků z legované oceli plynem. K tomu se oblast svaru nebo celý díl kompletně zahřeje induktorem nebo flexibilním ohřívačem na teplotu 900–950°, následuje přidržení a ochlazení. Kovy se středním a nízkým obsahem uhlíku se zahřívají na 650°. Při takových teplotách je třeba věnovat zvláštní pozornost bezpečnostním opatřením.
Plamen hořáku neplní ochranné a obnovovací funkce ve vztahu k připojenému materiálu v plném rozsahu, proto se do aditivního drátu pro oxidaci přidává mangan a křemík kov Tyto látky v roztaveném stavu tvoří strusky, které chrání oblast svařování plynem před účinky dusíku, vodíku a kyslíku.
Po dokončení práce je spojovací šev pokryt izolačním materiálem: ohnivzdorná skelná vata, keramické vláknité plátno, kaolinová vlna.
Havarijní svářečské práce
Vodní čerpadla, rozvody topení, ocelové studny, protipožární nádrže, bytové a komunální služby a mnoho dalších služeb často vyžadují opravy svářečských prací. Umístění nouzového prostoru je určeno písemným povolením osoby odpovědné za bezpečnostní opatření.
Jejich zvláštností je rozdíl ve výkonu v zimě a také přísné dodržování bezpečnostních opatření. V nouzové situaci není možné zastavit svařování, a to i přes vliv negativních teplot, sněžení a silného větru. Ne vždy jsou přístřešky zárukou připraveného místa před deštěm a sněhem. I malé množství vlhkosti ovlivňuje kvalitu švu.

Voda se vlivem plamene rozkládá na vodík a kyslík. Vodík reaguje s kovem a výsledkem je nekvalitní sloučenina. Pro odstranění vlhkosti místo svařování vysušte a zahřejte pomocí hygroskopické látky, portlandského cementu, která absorbuje vodní páru. V nouzových situacích je zvláště nutné důsledné dodržování bezpečnostních opatření.
Hlavním pozitivním rysem svařování plynem je autonomie. Při tomto způsobu spojování dílů je snadné měnit stupeň ohřevu a stupeň tavení kovu. K tomu stačí zmenšit nebo zvětšit vzdálenost hořáku od spojovaných materiálů nebo změnit úhel sklonu. Je důležité pamatovat na bezpečnostní opatření. Mezi nevýhody patří nízká produktivita a nutnost najít zkušeného svářeče.
Co víte o nových metodách svařování? Zanechte svůj komentář k článku, sdílejte jej na sociálních sítích, přidejte jej do záložek.
Když jsou kyslík a plyn uzavřeny, dojde k třesku, to je alarmující, jaký je důvod a jak se tomu vyhnout?
Praskavý zvuk se obvykle vyskytuje v důsledku pohybu spalování uvnitř náustku hořáku, což je ve skutečnosti zpětný plamen. K tomu dochází, když rychlost proudění směsi kyslíku a hořlavého plynu klesne pod rychlost šíření čela spalování. Při vypínání hořáku je správné nejprve vypnout hořlavý plyn, poté kyslík - v tomto případě nebudou slyšet praskání.


