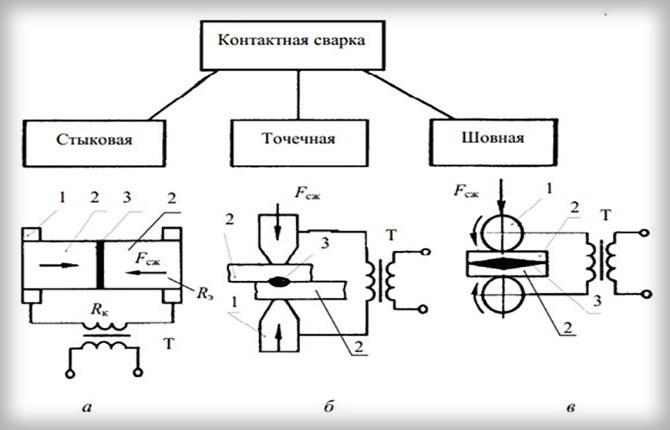
Kõige tavalisem keevitusviis on punktkeevitus. Seda kasutatakse metallosade ja -konstruktsioonide ühendamiseks. Sellise ühenduse kvaliteet sõltub elektriimpulsi õigest kestusest. Vaatame, kuidas punktkeevitust teha.

Artikli sisu:
-
Ettevalmistus punktkeevituseks
- Keevitusmasina ettevalmistamine
- Keevituselektroodide ettevalmistamine
- Pinna ettevalmistamine
-
Punktkeevitustehnika
- Keevituskoha valimine
- Punktkeevitusrakendus
-
Punktkeevituse omadused
- Eelised ja miinused
- Kasutusvaldkonnad
-
Põhilised vead punktkeevitamisel
- Vigade kirjeldus
- Nende parandamise viisid
Ettevalmistus punktkeevituseks
Kvaliteetse ühenduse loomiseks on vaja ettevalmistustööd korrektselt läbi viia. Need koosnevad pinna ettevalmistamisest, keevitusmasin Ja elektroodid.
Keevitusmasina ettevalmistamine
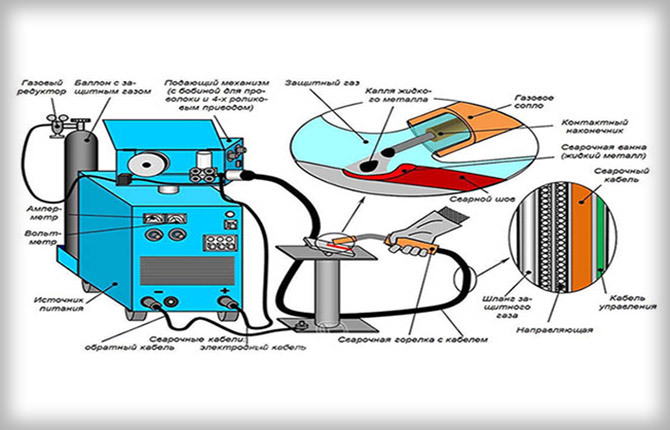
Keevitamiseks on vaja spetsiaalset varustust. Ettevõtted kasutavad keevitusmasinaid. Nad on võimelised töötama erinevat tüüpi metallidega.
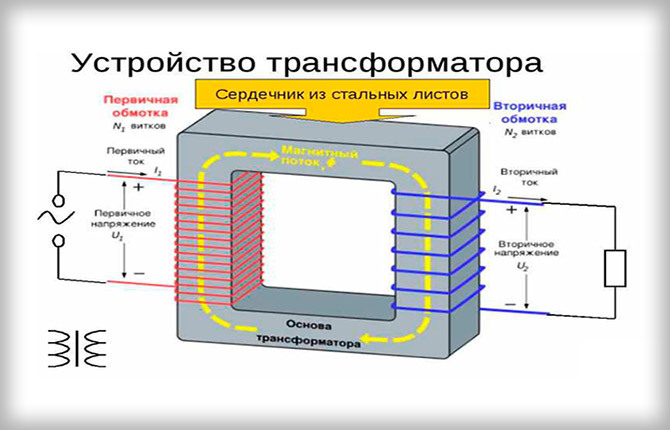
Kodutarbijad kasutavad kompaktseid keevitusmasinaid. Seadmega on kaasas klambrid ja väikese võimsusega trafo. Enne selle kasutuselevõttu on vaja kontrollida keevitusmasina võimsuse ja toiteallika indikaatorite vastavust.
Pärast seda paigaldatakse keevitustraat. Selle tüüp ja läbimõõt peavad vastama keevituspüstoli otsale ja juhtvoolikule. Kui on vaja kasutada erineva läbimõõduga traati, keeratakse veorull ümber või asendatakse sobivaga.
Keevitusmasina pool võib olla erineva suurusega. Kui see ei sobi, kasutage adapterit. Enne reguleerimise alustamist paigaldatakse traat soovitud soonde. Pärast seda surutakse see reguleerimisrulliga.
Järgmises etapis valmistatakse ette toitevoolik. See tuleb lahti voltida, kõrvaldades kõverad. Seda saab mugavalt teha tasasel pinnal.
Loeme: Elektrikeevitus algajatele
Keevituselektroodide ettevalmistamine
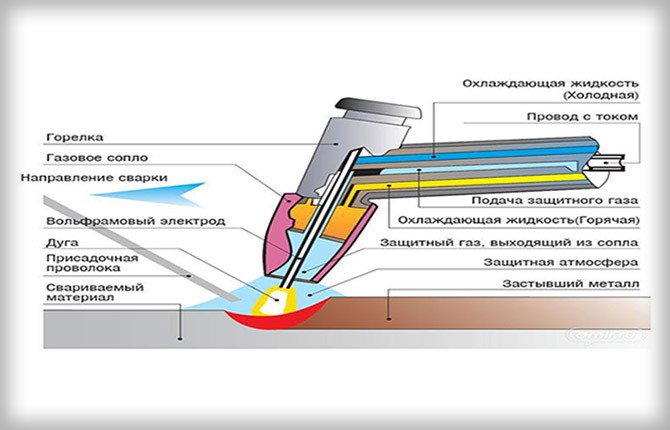
Elektrood on keevitamise peamine atribuut, mis täidab keevitatavate osade elektrivoolu varustamist. Nende valmistamiseks kasutatakse kõrge elektri- ja soojusjuhtivusega sulameid. Vase- või pronksisulamitel on need omadused.
Elektroodi ots kuumeneb kõige rohkem, seega muutub see osa kõige kiiremini kasutuskõlbmatuks. Seetõttu tuleb seda keevitustööde ajal teritada. Optimaalne tipu kuju on koonus.
Elektroodide kasutamise laiendamiseks peavad olema täidetud mitmed tingimused:
- vali elektrood materjali põhjal, millega peate töötama;
- kasutage veejopet;
- Ärge kasutage õhukese otsaga elektroode tugevaks keevitamiseks;
- Hoidke elektroode õigesti ja vältige nende kahjustamist.
Elektroodide tööks ettevalmistamine hõlmab nende kaltsineerimist või kuivatamist. Seda tuleb teha katte niiskuse taseme vähendamiseks, mis mõjutab negatiivselt tehtud töö kvaliteeti.
Kuivamata elektroode on raske süüdata, mureneda või kinni jääda. Kuivatamine tuleb teha vahetult enne kasutamist, kuna sama elektroodi kaltsineerimine rohkem kui 3 korda võib viia varda küljest katte eraldumiseni.
Pinna ettevalmistamine
Enne oma kätega punktkeevitamist peate metalli ette valmistama. Protsess seisneb õmbluse tegemise ala puhastamises korrosioonist, saastumisest ja oksüdatsioonist. Ilma selleta võib seadme võimsus töö ajal väheneda ja selle kulumisaste suureneda.
Pinna puhastamiseks kasutage liivapaberiga veskit, metallharja või liivapritsi. Kui detail on väikese suurusega, võib seda hoida spetsiaalses lahuses.
Alumiiniumi või sellest valmistatud sulamiga töötamisel on ettevalmistusprotsess erinev. Selle metalli pinnal on oksiidkile. See ei võimalda detaili täielikult kuumutada ja keevitada. Seetõttu tuleb see enne töö alustamist eemaldada.
Punktkeevitustehnika
Punktkeevitusprotsess põhineb keevitusvoolu impulssil, mis viib osade kuumenemiseni. Selle kestus on 0,01-0,1 s. Selline impulss viib metalli sulamiseni kontakttsoonis koos vedela südamiku moodustumisega. Kahe kokkupandava osa puhul on see sama. Pärast seda hoitakse osi mõnda aega, kuni need jahtuvad ja südamik kristalliseerub.
Keevituskoha valimine
Keevitustööde tegemise koht tuleb hoida puhas. Kõik tööriistad peavad olema heas töökorras. Konstruktsioonide kinnitamise või montaažitööd tuleb teha pukkides, tasasel pinnal.
Trafo asetatakse metallplatvormile, mille kõrgus on 10 ja laius vähemalt 80 cm. Juurdepääs neile peab olema tasuta. Trafo lülitid asetatakse torukujulistele alustele. Põrandale kolonnide kõrvale on paigaldatud voolumuundurid ja samba seinale lülitusseadmed.
Ohutu keevitustöö jaoks on vajalik stabiilne ventilatsioon. See vähendab punkt- või muu keevitamise ajal õhku ilmuvate kahjulike ainete hulka.
Loeme: Kuidas keevitada vertikaalseid ja horisontaalseid õmblusi elektrikeevitusega
Punktkeevitusrakendus
Punktkeevitusprotsessis on mitu etappi:
- pindade puhastamine, tasandamine ja toorikute sobitamine;
- osade kinnitamine tangidega kokkusurumisega kuni väikese läbipaindeni;
- metalli kuumutamine elektroodi abil, selle sulatamine, keevissüdamiku moodustamine;
- automaatse seadmega töötamisel vabaneb kompressioon;
- voolu väljalülitamine pärast seda, kui tööpind on saanud punase varjundi;
- osade tugev kokkusurumine, et moodustada metalli jahtumisel kvaliteetne keevitatud südamik.
Metalli pritsimise vältimiseks on vaja voolu rakendamisel kontrollida osade kokkusurumist.
Punktkeevituse omadused
Punktimeetodi eripäraks on detailide kinnitamine spetsiaalsete tangidega, mille kaudu juhitakse elektrivoolu. Selle abiga kuumutatakse elektroodiga kokkupuutepunktis olev metall. Sel ajal surutakse detail kokku ja mõnes pehmendatud piirkonnas saadakse mingi “kuum neet”, mis on teravikuga piiratud.
Punktkeevituse omadused:
- tööpinge - alla 10 V;
- töövool - üle 1000 A;
- lühiajaline ühendus (paar sekundit);
- näpitsate tekitatud kõrge rõhk.
Eelised ja miinused
Metallelementide keevitamise punktmeetodi eelised:
- Suur kiirus. Kõrge temperatuur soodustab metalli kiiret ja ühtlast liitumist. See väldib selle deformatsiooni.
- Madalad kulud, võimaldades punkttehnoloogiat massiliselt kasutada. Protsessi automatiseerimine vähendab veelgi kulusid.
- Madal energiatarve võrreldes teiste keevitustehnikatega.
- Töö tegemise lihtsus.
Kuid sellel tehnikal on ka puudusi:
- Suutmatus ühendada suure paksusega osi. Selle põhjuseks on asjaolu, et tekkiv õmblus ei ole piisavalt tugev ja võib detaili füüsilise või mehaanilise mõju tõttu kahjustuda.
- Keevitustööd nõuavad vaba ruumi.
- Ühenduse välimus ei pruugi olla piisavalt atraktiivne, seetõttu kasutatakse punktitehnikat silmapaistmatutes kohtades.
- Suur oht töö ajal. Vigastuste vältimiseks on oluline järgida ettevaatusabinõusid. Samuti on vajalik spetsiaalne kaitse metallipritsmete ja sädemete eest.
Kasutusvaldkonnad
Punktkeevitusmeetodit kasutatakse siis, kui on vaja valmistada metallkonstruktsioone üksikute elementide ühendamise teel. Tehnoloogia on töökindel, kiire ja lihtsalt teostatav ning protsessi ennast saab automatiseerida. Seetõttu kasutatakse seda tehnikat, kui peate tegema järgmisi struktuure:
- autod, põllumajandus-, raudtee- ja muud seadmed;
- kodumasinad (külmikud);
- mikroelektroonika elemendid;
- monoliitplaatide tugevdusest valmistatud raamid;
- ehted.
Põhilised vead punktkeevitamisel
Kestva toote valmistamiseks on oluline vältida keevitustööde tegemisel levinud vigu. Millele tuleb kvaliteetse disaini tegemiseks tähelepanu pöörata?
Vigade kirjeldus
Punktkeevitus nõuab täpseid seadistusi ja saadud tulemuste jälgimist. Kõige sagedamini tehtud vead on järgmised:
- Läbi põlema. Tegemist on konstruktsioonis oleva auguga, mille servad võivad kergesti lahti tulla. See juhtub siis, kui metallosale on pikk impulss, suur vool või suur kokkusurumine, mis põhjustab selle ülekuumenemise ja tühjenemise. Selle vältimiseks peate rõhku nõrgemaks muutma või voolu vähendama.
- Lekked. Kui pikka aega rakendatakse nõrka impulssi või rakendatakse tugevat survet, võib metall liikuda südamikust väljapoole, moodustades tühimikud. Töö ajal meenutavad sellised pritsmed sädemeid, mis punktidest välja lendavad. Nende punktide ümber on paksus vähenenud, muutes ühenduse vähem turvaliseks.
- Läbitungimise puudumine. Südamik ei pruugi kuumeneda, kui annate nõrga impulsi, vabastate tangid ja ei suru detaili liiga palju kokku. See võib viia selleni, et selline punkt tuleb füüsilise tegevuse ajal ära. Sulandumise puudumine võib tekkida seal, kus keevispunktid on üksteise lähedal, mistõttu külgnev punkt muutub šundiks, mis juhib osa elektrienergiast. Metalli sulatamisest ei piisa.
- Punkti läbimõõdu vähendamine. Kui teete lühikese impulsi või vajutate osi lõdvalt, on sulamisala ebapiisav. Sellisel juhul moodustuvad punktis mikrosulamid, mis on nõrgemad kui monoliitne keevitamine.
- Praod metallis. Need võivad ilmneda, kui punktid on tehtud ülekatte serva lähedal, metall pole ette valmistatud või tangid pole korralikult kokku surutud. Sellist defekti saab luubi all uurida.

Nende parandamise viisid
Punktkeevituse kvaliteedi kontrollimine on üsna keeruline. Tootmises tavaliselt kasutatavad ultrahelitehnikad ei pruugi olla tõhusad. Valmis detaili kontrollimiseks tehakse kontrollmurru test.
Kui tuvastatakse defektid, saate teha järgmist.
- keevitada punkt uuesti;
- puhastada välispritsmed;
- puurige defekt välja ja keevitage poolautomaatse keevitusmasina abil uuesti;
- teha neet (löökida või keevitada);
- sepista kuum koht.
Punktkeevitustehnoloogia on üsna levinud. Kuid professionaalsed seadmed on kallid, nii et käsitöölised saavad kodus valmistada vanadest mikrolaineahjudest omatehtud seadmeid. Seadme joonised ja diagrammid on saadaval Internetis.
Punktkeevitust on lihtne teostada ja selle finantskulud on minimaalsed. Selle tegemisel on vaja järgida ettevaatusabinõusid ja järgida tööreegleid. See vähendab vigastuste ohtu ja võimaldab teil valmistada kvaliteetset metallkonstruktsiooni.
Kas teil on punktkeevitamise oskused? Jagage oma saladusi kommentaarides. Ärge unustage ka artiklit järjehoidjatesse lisada ja linki oma sõpradega jagada.


