Argon-sveising er en av typene elektrisk lysbuemetode for sammenføyning av metaller. Lysbuen tennes i den inaktive gassfæren ved hjelp av en wolframelektrode. Samtidig smeltes kantene på delene som skal sveises, og samles pålitelig til én.
Innholdet i artikkelen:
- Argon sveising - funksjoner og beskrivelse
- Argon sveising klassifisering
- Argon sveising - det du trenger av verktøy og utstyr
- Sikkerhetsoverholdelse
- Hvordan bruke argonsveising trinnvise instruksjoner
Argon sveising - funksjoner og beskrivelse
Et kjennetegn ved argon-sveising kan betraktes som en vellykket kombinasjon av elektriske og gassveisingsprinsipper. Denne sveiseteknikken er preget av sveiser av utmerket kvalitet. De er nøye polert og på slutten av hele arbeidssyklusen er parringspunktene absolutt ikke merkbare.

Hovedfaktoren i prosessen er den elektriske lysbuen. Det er her omdanningen av elektrisk energi til termisk energi finner sted. Den høye termiske terskelen smelter metallet ved sveisepunktet. Hvis lysbuen beveges jevnt, er materialet smeltet og arbeidsstykkene er godt forbundet. Ved å flytte elektroden justeres parametrene til sveisebassenget, sveisehastigheten, graden av penetrering, kvaliteten og bredden på sømmen justeres.
For å fylle hullene, smelt en høy metallperle på sømmen, en fylltråd brukes. Det må være av samme sammensetning som materialet som sveises. Fylltråden mates inn i smeltepunktet manuelt.
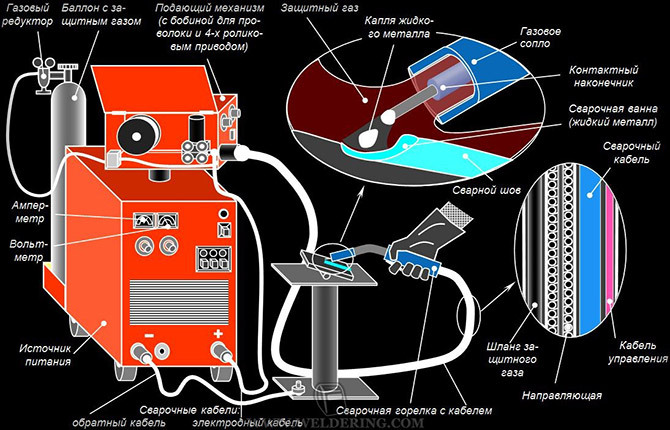
Strømforsyningen er en inverter-type enhet med kontroller, et nøytralt gassforsyningssystem, kontakter der brenneren er tilkoblet. Strømmen kan variere, være både konstant og variabel.
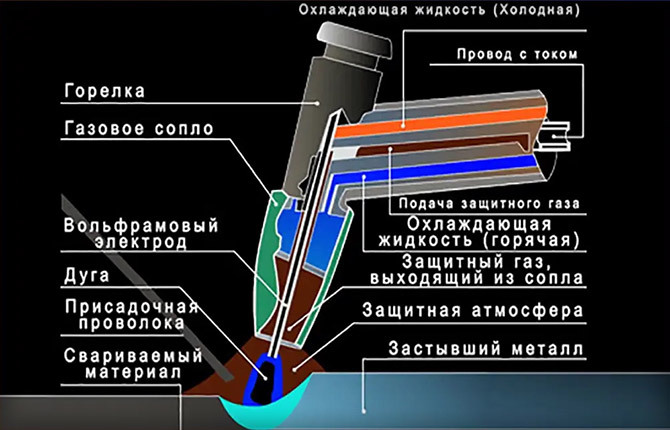
Under driften av argon-sveiseenheten tilføres inert argongass gjennom munnstykket til verktøyet inn i lysbuesonen. Den "fortrenger" atmosfærisk luft fra sveisebassenget, inkludert oksygen og nitrogen. Metallsømmer er dermed pålitelig beskyttet under sveising. Grunnlaget for lysbuen er også beskyttet - en ikke-forbrukbar wolframelektrode. Hvis imidlertid sveising utføres uten en inert gass, blir wolfram utsatt for den aggressive virkningen av oksygen og blir ødelagt.
Atmosfærisk luft påvirker kvaliteten på sveiseprosessen negativt.En inert gass brukes for å beskytte fusjonssonen mot atmosfærisk oksygen. I vanlig praksis er dette argon. Til dette formålet kan helium brukes, men kostnadene er mye høyere. Den lave prisen på argon forklares med at det bare er et biprodukt av den industrielle luftseparasjonsprosessen til oksygen og nitrogen.
Fordeler med argon buesveising:
- Estetisk søm med høy styrke.
- Flussmidler, elektrodebelegg er ikke nødvendig.
- Arbeid med deler av alle størrelser.
- Muligheten for å belegge metall på skadede deler av deler for restaurering.
- Tilkobling av metaller som er vanskelig å sveise (titan, støpejern, aluminium og andre).
- Minimum av emitterte aerosoler, sammenlignet med andre typer sveising.
- Kanten på metallkuttet "i argon" har en ideell geometri; oksid- og nitridfilmer dannes ikke på den.
- Argonmetoden lar deg koble til tynne lag av metall, utføre spesielle sveiseoperasjoner.
Ulempene inkluderer det faktum at argonmetallsveising er tregere enn det skjer med andre sveisemaskiner og metoder.

Arbeid med argon utgjør en risiko for menneskers helse. Innåndet argongass kan forårsake svimmelhet, kvalme, oppkast, bevissthetstap og til og med død. De som jobber med argonsveising opplever ofte hodepine, øresus, tretthet, fordøyelsesproblemer og pusteproblemer.
Sveiseren risikerer å bli syk av aluminose, en irreversibel lungepatologi, ettersom han blir utsatt for de negative effektene av ozon, radioaktivitet og nitrogenoksider.
Argon sveising klassifisering
Argon sveiseteknologi er klassifisert i henhold til separate funksjonelle prinsipper:
- Manuell måte. Manipulasjoner av brenneren, lysbuebrenneren, fyllstoffet utføres manuelt av sveiseren. Hans erfaring og kvalifikasjoner setter tempoet i prosessen, parametrene til sveisene.

- Halvautomatisk.Utstyret har funksjon for mating av fylltråd. Enheten er utstyrt med en trådmatingsmekanisme. Sveiseren opererer kun med en argonbrenner, en hånd forblir fri. Den kan holde eller brette ut arbeidsstykker. Metoden er mer produktiv enn manuell, men kvalifikasjonen til sveiseren er veldig viktig.
- Auto. Trådmating, flytting av vognen med en lommelykt skjer automatisk, uten deltakelse fra arbeideren. Fordeler med jevne sveiser av høy kvalitet. Operatørens funksjoner er å kontrollere og riktig stille inn parametere - dybden på den nødvendige penetrasjonen, den optimale hastigheten til vognen, etc.
I tillegg kjennetegnes argon-sveising av selve prosessen - enten det brukes en fylltråd eller ikke.
Uten et tilsetningsstoff kan tynt metall (opptil 2 mm) sveises, med en tett klemme - det skal ikke være hull langs sømmen. Da smelter kantene med elektroden og dette metallet er nok til å koble sammen arbeidsstykkene. Det viser seg stramt, tynt, glatt, som et speil, en søm uten "skalaer".
Med fylltråd tar det lengre tid å lage mat. Sømtypen er "skjellete", mens antall lag med skalaer avhenger direkte av rytmen til tilførselen av additiv til sveisebassenget. Kvalitativt smeltes gap og gap mellom deler opptil 5 mm brede, buler sveises under sporet. Fyllmetoden brukes til argonsveising av metaller med en tykkelse på 3 mm.
For ikke så lenge siden dukket det opp en annen innovativ teknologi for argon-buesveising - robot. Dets særegenhet er at sveising av deler på transportbånd utføres av robotkomplekser. Metoden er preget av høy produktivitet til lave arbeidskostnader.

Ulempen er den betydelige kostnaden for unikt utstyr, det presserende behovet for å tiltrekke seg høyt kvalifiserte spesialister for vedlikehold, programvarestøtte, finjustering robotnoder. Teknologien er designet for store produksjonsvolumer.
Argon sveising - det du trenger av verktøy og utstyr
Utstyr og verktøy for argonbuesveising er delt inn i 3 grupper.
Den første inkluderer spesielle enheter som utfører en bestemt operasjon. Argon-sveising, utført av slike enheter, brukes i store bedrifter med storskala in-line produksjon.
Sekund - spesialisert utstyr som er konfigurert for operasjoner med et smalt utvalg av deler, av en viss kategori.
Tredje- universalmaskiner, brukt til flere typer operasjoner og materialer. Dette er den mest populære gruppen masseproduserte enheter. De er mye brukt, ikke bare til industrielle formål, men er etterspurt blant håndverkere, "garasje"-håndverkere.
Et sett med utstyr for universell argonsveising:
- kjeledresser, fottøy, personlig verneutstyr;
- enhet for å utføre arbeid med en ikke-forbrukbar elektrode;
- wolfram ikke-forbrukbare elektroder;
- filler wire;
- høytrykksslanger;
- Gas sylinder;
- gass redusering;
- hjelpeverktøy.
I en gassflaske, i komprimert form, er det en gass - argon. Sylindre brukes til ulike gasser. For ikke å forveksle den samme beholderen med forskjellig innhold, er sylindrene merket. Så rå argon pumpes inn i en svart sylinder med en hvit inskripsjon, en hvit stripe. Argon teknisk - også i en svart sylinder, men påskriften er blå, stripen er blå. Ren argon er preget av en grå sylinder med en grønn inskripsjon og en stripe. Andre spesielle tekniske opplysninger er også stemplet på sylindrene.
Hver redusering er gitt for "sin" gass. Fargen på reduksjonsrøret må samsvare med fargen på gassflasken. I en billig versjon kan du bruke en "svart", karbondioksid girkasse. Men oftest er en redusering med rotameter installert under argon.
For argon brukes høytrykksoksygenslanger på grunn av deres kvalitet og pålitelighet. Den indre diameteren varierer fra 9 til 18 mm. Så det vil ikke være vanskelig å velge den rette.
Strømkilden for argonsveising velges i henhold til målene og oppgavene som må utføres under arbeidet.
Wolframelektroder er designet for å starte og vedlikeholde lysbuen. De har en tilsvarende markering som karakteriserer deres egenskaper, tilstedeværelsen av spesielle urenheter.
Hjelpematerialer er nødvendig for å forberede metallet for sveising, for eksempel en kvern, forskjellige børster for metall.
Sikkerhetsoverholdelse
Argon, som enhver annen sveisemetode, krever streng overholdelse av sikkerhetsforskrifter. De fleste av dem er enkle, men implementeringen deres lar deg redde ikke bare helse, men også liv.
Arbeidet skal organiseres i spesielle rom eller båser. Der det ikke er mulig å realisere disse forholdene, er stedet for argonsveising inngjerdet med skjermer. De er paneler laget av kryssfiner, malt med en flammehemmende sammensetning, som også inkluderer sinkoksid, som absorberer ultrafiolette stråler. Høyden på et slikt gjerde kan ikke være mindre enn 2 m.
Sveiseargonutstyr er installert på et flatt område i samsvar med teknologiske dimensjoner. Arbeidsplassen til sveiseren skal være utstyrt med avtrekk og tilførselsventilasjon. Eksospaneler er svært effektive. De er plassert horisontalt eller i vinkel slik at forurenset luft fra lysbuen pumpes ned eller bort fra sveiseren. Dette forhindrer inntrengning av skadelige stoffer i luftveiene til arbeideren.
Hva du må gjøre før du starter arbeidet:
- Inspiser og sørg for at sveiserens spesielle klær, fottøy, verneutstyr er i god stand, rent, ikke mettet med olje eller andre brennbare stoffer.
- Ta på kjeledresser, feste alle knapper, knyte bånd, snøre sko.
- Jakken og buksene bæres løst, lommene skal lukkes med ventiler, håret er gjemt under hodeplagget.
- Sjekk arbeidsplassen, belysningen, panseret.
- Fjern unødvendige arbeidsstykker, unødvendige gjenstander, brennbare materialer.
- Inspiser utstyret. Det må være pålitelig jordet, høyspenningskontaktene er beskyttet og lukket, integriteten til ledningene er ikke ødelagt.
- Sørg for at måle- og signalutstyr, sperreinnretninger på utstyret fungerer.
- Ikke start arbeidet før de identifiserte manglene er fullstendig eliminert.

Hvordan bruke argonsveising trinnvise instruksjoner
Før sveising må arbeidsstykket rengjøres grundig for skitt, maskinolje og fett. Dette kan gjøres med hvilket som helst løsemiddel. Når tykkelsen på delene som skal sveises er mer enn 4 mm, er det nødvendig å kutte kantene, og argon-sveising utføres kun støt.
For å ødelegge oksidfilmer behandles krysset med metallbørster. Forbindelse med kompleks geometri rengjøres med en vinkelsliper.
For å fjerne fuktighet bør arbeidsstykkene varmes opp til 150 grader. Under tynt metall, for å unngå gjennombrenning, plasseres kobber- eller stålplater for å fjerne varme.
Tilsetningsstoffet beveger seg utelukkende foran brenneren, langs sveisesømmen.
I en kort stund (sekunder 5-7) før lysbuen tennes, slås inertgasstilførselen på. Etter endt sveising er det igjen nødvendig å vente samtidig til gassen er slått av.
Handlingssekvensen for arbeid med argonbuesveising:
- Slå på utstyret.
- Koble jordledningen til sveisebordet eller arbeidsstykket.
- Åpne ventilen på gassflasken.
- Før argonbrenneren nærmere delen som skal sveises slik at avstanden til elektroden er 3-5 mm.
- Ta på en beskyttende maske, slå på strømforsyningen.
- Hold den resulterende sveisebuen ved den første kanten av skjøten til det dannes en sølepytt av smeltet metall.
- Med sirkulære glatte manipulasjoner, oppnå smelting av kantene på sidene.
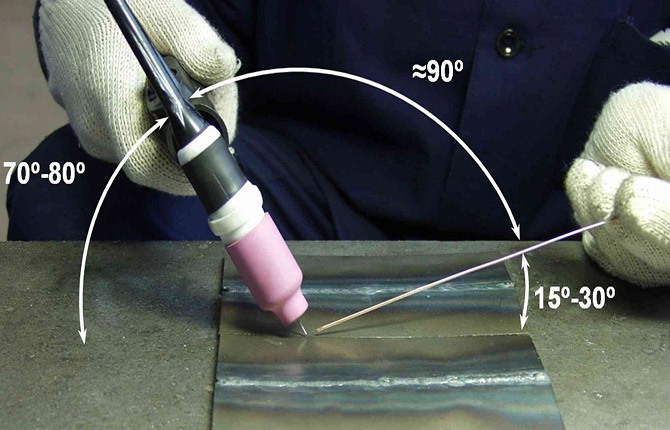
- Hold en vinkel på 45 grader mellom brenneren og overflaten.
- Flytt sakte og forsiktig brenneren med nålen fremover, og før påfyllingstråden inn i brenneren.
- På slutten av sømmen, reduser strømmen for å fylle krateret.
Argon-sveising er en lønnsom innovativ metode for produktrestaurering. Kostnaden for sveise- og restaureringsarbeid er mye lavere enn produksjonen av en ny del. Et renovert produkt kan vare veldig lenge.
Har du noen gang brukt argonsveising selv? Fortell oss om de karakteristiske egenskapene som lar deg raskt tilegne deg ferdigheter. Legg igjen kommentaren din, del artikkelen på sosiale nettverk, bokmerk den.


