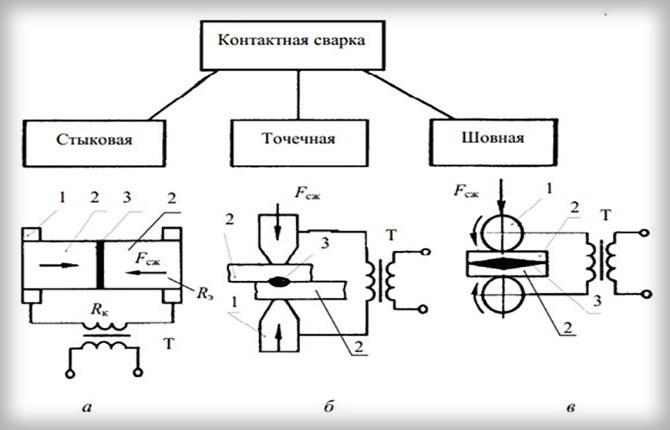
Najbežnejším typom zvárania je bodové zváranie. Používa sa na spájanie kovových častí a konštrukcií. Kvalita takéhoto spojenia bude závisieť od správneho trvania elektrického impulzu. Pozrime sa, ako urobiť bodové zváranie.

Obsah článku:
-
Príprava na bodové zváranie
- Príprava zváracieho stroja
- Príprava zváracích elektród
- Príprava povrchu
-
Technika bodového zvárania
- Výber miesta zvárania
- Aplikácia bodového zvárania
-
Vlastnosti bodového zvárania
- Výhody a nevýhody
- Oblasti použitia
-
Základné chyby pri bodovom zváraní
- Popis chýb
- Spôsoby, ako ich opraviť
Príprava na bodové zváranie
Na vytvorenie vysokokvalitného spojenia je potrebné správne vykonať prípravné práce. Pozostávajú z prípravy povrchu, zváračka A elektródy.
Príprava zváracieho stroja
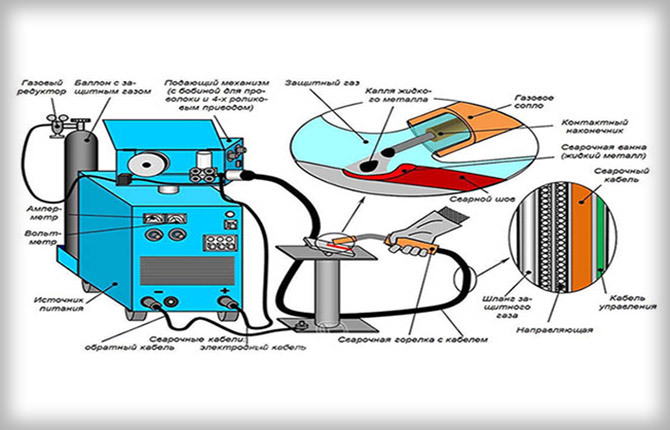
Na zváranie je potrebné špeciálne vybavenie. Podniky používajú zváracie stroje. Sú schopní pracovať s rôznymi druhmi kovov.
Spotrebitelia v domácnosti používajú kompaktné zváracie stroje. Zariadenie sa dodáva so svorkami a transformátorom s nízkym výkonom. Pred uvedením do prevádzky je potrebné skontrolovať súlad výkonu zváračky a indikátorov napájania.
Potom sa nainštaluje zvárací drôt. Jeho typ a priemer musí zodpovedať hrotu zváracej pištole a vodiacej hadici. Ak potrebujete použiť drôt iného priemeru, hnací valec sa prevráti alebo vymení za vhodný.
Cievka zváracieho stroja môže mať rôzne veľkosti. Ak nepasuje, použite adaptér. Pred začatím nastavovania sa drôt nainštaluje do požadovanej drážky. Potom sa stlačí pomocou nastavovacieho valca.
V ďalšej fáze sa pripraví prívodná hadica. Je potrebné ho rozložiť, čím sa eliminujú zalomenia. Dá sa to urobiť pohodlne na rovnom povrchu.
Čítame: Elektrické zváranie pre začiatočníkov
Príprava zváracích elektród
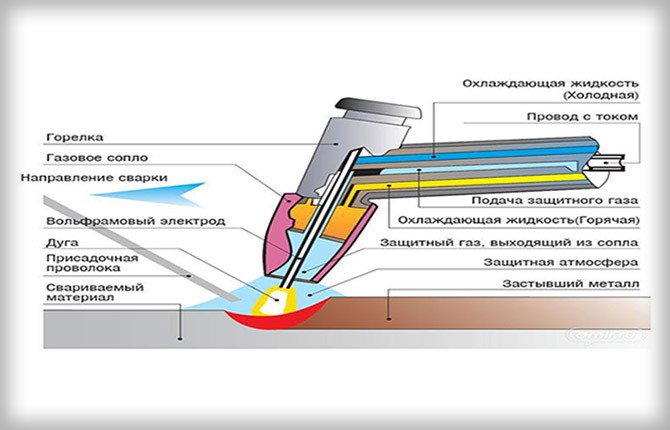
Elektróda je hlavným atribútom zvárania, ktorý vykonáva funkciu dodávania elektrického prúdu do častí, ktoré je potrebné zvárať. Na ich výrobu sa používajú zliatiny s vysokou elektrickou a tepelnou vodivosťou. Tieto vlastnosti majú zliatiny medi alebo bronzu.
Špička elektródy sa najviac zahrieva, preto sa práve táto časť stáva najrýchlejšie nepoužiteľná. Z tohto dôvodu je potrebné ho počas zváracích prác naostriť. Optimálny tvar hrotu je kužeľ.
Na rozšírenie používania elektród je potrebné splniť niekoľko podmienok:
- vyberte elektródu na základe materiálu, s ktorým potrebujete pracovať;
- použite vodný plášť;
- Na ťažké zváranie nepoužívajte elektródy s tenkým hrotom;
- Elektródy správne skladujte a zabráňte ich poškodeniu.
Príprava elektród na prácu zahŕňa ich kalcináciu alebo sušenie. Toto sa musí urobiť, aby sa znížila úroveň vlhkosti v nátere, čo nepriaznivo ovplyvňuje kvalitu vykonanej práce.
Nevysušené elektródy sa ťažko zapaľujú, drobia alebo lepia. Sušenie sa musí vykonať bezprostredne pred ich použitím, pretože kalcinácia tej istej elektródy viac ako 3-krát môže viesť k odlupovaniu povlaku z tyče.
Príprava povrchu
Pred vykonaním bodového zvárania vlastnými rukami musíte pripraviť kov. Proces pozostáva z čistenia oblasti, kde bude šev vyrobený, od korózie, kontaminácie a oxidácie. Bez toho sa počas prevádzky môže znížiť výkon zariadenia a zvýši sa stupeň jeho opotrebenia.
Na čistenie povrchu použite brúsku s brúsnym papierom, kovovú kefu alebo pieskovanie. Ak má časť malú veľkosť, môže sa uchovávať v špeciálnom riešení.
Proces prípravy bude odlišný pri práci s hliníkom alebo zliatinou z neho vyrobenou. Na povrchu tohto kovu je oxidový film. Neumožňuje úplné zahriatie a zváranie dielu. Preto sa musí pred začatím práce odstrániť.
Technika bodového zvárania
Proces bodového zvárania je založený na impulze zváracieho prúdu, ktorý vedie k zahrievaniu dielov. Jeho trvanie je 0,01-0,1 s. Takýto impulz vedie k roztaveniu kovu v kontaktnej zóne s vytvorením tekutého jadra. Bude to rovnaké pre dve časti, ktoré je potrebné zložiť. Potom sa časti držia nejaký čas, kým nevychladnú a jadro kryštalizuje.
Výber miesta zvárania
Miesto, kde sa vykonávajú zváracie práce, musí byť udržiavané v čistote. Všetky nástroje musia byť v dobrom prevádzkovom stave. Práce na upevňovaní alebo montáži konštrukcií sa musia vykonávať na podperách, na rovnom povrchu.
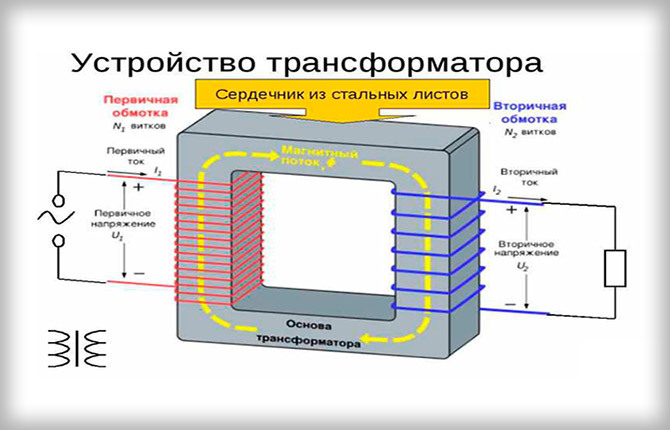
Transformátor je umiestnený na kovovej plošine s výškou 10 a šírkou minimálne 80 cm. Prístup k nim musí byť bezplatný. Vypínače pre transformátor sú umiestnené na rúrkových stojanoch. Prúdové meniče sú namontované na podlahe vedľa stĺpov a spínacie zariadenia sú namontované na stene stĺpa.
Pre bezpečné zváranie je potrebné stabilné vetranie. Zníži sa tak množstvo škodlivých látok, ktoré sa objavujú vo vzduchu pri bodovom alebo inom zváraní.
Čítame: Ako zvárať vertikálne a horizontálne švy pomocou elektrického zvárania
Aplikácia bodového zvárania
Proces bodového zvárania má niekoľko fáz:
- čistenie povrchu, vyrovnávanie a montáž obrobkov;
- upevnenie častí kliešťami s kompresiou na miernu deformáciu;
- zahrievanie kovu pomocou elektródy, jeho roztavenie, vytvorenie zváraného jadra;
- pri práci s automatickým zariadením sa kompresia uvoľní;
- vypnutie prúdu po tom, čo pracovná plocha získa červený odtieň;
- silné stlačenie dielov na vytvorenie vysokokvalitného zváraného jadra, keď sa kov ochladí.
Aby sa zabránilo rozstreku kovu, je potrebné kontrolovať stláčanie častí počas aplikácie prúdu.
Vlastnosti bodového zvárania
Zvláštnosťou bodovej metódy je upínanie dielov špeciálnymi kliešťami, ktorými prechádza elektrický prúd. S jeho pomocou sa kov v mieste kontaktu s elektródou zahrieva. V tomto okamihu je diel stlačený a v niektorých zmäkčených oblastiach sa získa akýsi „horúci nit“ ohraničený hrotom.
Vlastnosti bodového zvárania:
- prevádzkové napätie - menej ako 10 V;
- prevádzkový prúd - viac ako 1000 A;
- krátkodobé pripojenie (niekoľko sekúnd);
- vysoký tlak vytvorený kliešťami.
Výhody a nevýhody
Výhody bodového spôsobu zvárania kovových prvkov:
- Vysoká rýchlosť. Vysoká teplota podporuje rýchle a rovnomerné spájanie kovov. Tým sa zabráni jeho deformácii.
- Nízke náklady umožňujúce masové využitie bodovej technológie. Automatizácia procesu ďalej znižuje náklady.
- Nízka spotreba energie v porovnaní s inými zváracími technikami.
- Jednoduchosť vykonávania práce.
Technika má však aj nevýhody:
- Neschopnosť spojiť časti veľkej hrúbky. Je to spôsobené tým, že výsledný šev nebude dostatočne pevný a môže sa poškodiť v dôsledku fyzického alebo mechanického nárazu na diel.
- Zváracie práce vyžadujú voľný priestor.
- Vzhľad spojenia nemusí byť dostatočne atraktívny, preto sa bodová technika používa na nenápadných miestach.
- Vysoké nebezpečenstvo pri práci. Je dôležité dodržiavať bezpečnostné opatrenia, aby nedošlo k zraneniu. Vyžaduje sa aj špeciálna ochrana proti postriekaniu kovov a iskrám.
Oblasti použitia
Metóda bodového zvárania sa používa vtedy, keď je potrebné zhotovovať kovové konštrukcie spájaním jednotlivých prvkov. Technológia je spoľahlivá, rýchla a ľahko vykonateľná a samotný proces je možné automatizovať. Preto sa táto technika používa, ak potrebujete vytvoriť nasledujúce štruktúry:
- automobily, poľnohospodárska, železničná a iná technika;
- domáce spotrebiče (chladničky);
- prvky mikroelektroniky;
- rámy vyrobené z výstuže pre monolitické dosky;
- šperky.
Základné chyby pri bodovom zváraní
Aby bol výrobok odolný, je dôležité vyhnúť sa bežným chybám pri vykonávaní zváracích prác. Na čo si treba dať pozor, aby ste urobili kvalitný dizajn?
Popis chýb
Bodové zváranie vyžaduje presné nastavenie a sledovanie dosiahnutých výsledkov. Najčastejšie chyby sú:
- Vyhorieť. Ide o dieru v konštrukcii, ktorej okraje sa môžu ľahko odlepiť. K tomu dochádza, keď dôjde k dlhému impulzu, vysokému prúdu alebo veľkému stlačeniu kovovej časti, čo spôsobí jej prehriatie a odvodnenie. Aby ste tomu zabránili, musíte znížiť tlak alebo znížiť prúd.
- Rozliatie. Ak sa slabý impulz aplikuje dlhší čas alebo sa aplikuje silná kompresia, kov sa môže pohybovať za jadro s tvorbou dutín. Počas prevádzky takéto špliechanie pripomínajú iskry, ktoré vyletujú z bodov. Hrúbka okolo týchto bodov je znížená, čím je spojenie menej bezpečné.
- Nedostatok penetrácie. Jadro sa nemusí zahriať, ak urobíte slabý impulz, uvoľníte kliešte a diel príliš nestlačíte. To môže viesť k tomu, že takýto bod pri fyzickej aktivite odpadne. Nedostatok fúzie môže nastať tam, kde sú zvarové body blízko seba, takže susedný bod sa stáva skratom, ktorý vedie časť elektrickej energie. Roztaviť kov nebude stačiť.
- Zmenšenie priemeru hrotu. Ak urobíte krátky impulz alebo stlačíte časti voľne, oblasť taveniny bude nedostatočná. V tomto prípade sa na mieste vytvárajú mikrozliatiny, ktoré sú slabšie ako monolitické zváranie.
- Praskliny v kove. Môžu sa objaviť, ak sú body vytvorené blízko okraja prekrytia, kov nie je pripravený alebo kliešte nie sú správne stlačené. Takáto chyba sa dá preskúmať pod lupou.

Spôsoby, ako ich opraviť
Kontrola kvality bodového zvárania je pomerne náročná. Ultrazvukové techniky bežne používané vo výrobe nemusia byť účinné. Na kontrolu hotového dielu sa vykoná kontrolný lomový test.
Ak sa zistia chyby, môžete urobiť nasledovné:
- znovu zvarte hrot;
- vyčistiť vonkajšie postriekania;
- vyvŕtajte defekt a znova ho zvarte pomocou poloautomatického zváracieho stroja;
- urobiť nit (fúkaný alebo zváraný);
- falšovať horúce miesto.
Technológia bodového zvárania je pomerne bežná. Profesionálne vybavenie je však drahé, takže remeselníci doma môžu vyrábať domáce zariadenia zo starých mikrovĺn. Výkresy a schémy zariadenia sú dostupné na internete.
Bodové zváranie sa ľahko vykonáva a má minimálne finančné náklady. Pri jeho vykonávaní je potrebné dodržiavať bezpečnostné opatrenia a dodržiavať pravidlá práce. Tým sa zníži riziko zranenia a umožní vám vyrobiť kvalitnú kovovú konštrukciu.
Máte zručnosti bodového zvárania? Podeľte sa o svoje tajomstvá v komentároch. Nezabudnite si tiež uložiť článok medzi záložky a zdieľať odkaz so svojimi priateľmi.


