Ax hardening is a heat treatment that involves heating the metal to a very high temperature and then rapidly cooling it. The aim of the procedure is to improve such material characteristics, both hardness and strength, reduce its ductility. It requires compliance with a certain technology, but in general it is a simple process. If necessary, you can do it yourself.
The content of the article
- How to understand if hardening is needed
-
How to temper an ax yourself
- Annealing
- Hardening stage
- Vacation
How to understand if hardening is needed
First you need to check if such a procedure is required. Not all manufacturers produce high quality products. It happens that the acquired ax either was not hardened at all, or it was carried out in violation of the process:
- in the first case, the material of the tool will be too soft, and this leads to the appearance of dents and notches, as well as to rapid blunting during operation;
- violation of technology, as a rule, consists in the exclusion of the stage of tempering after heating from the process - the metal is brittle and quickly becomes covered with cracks.
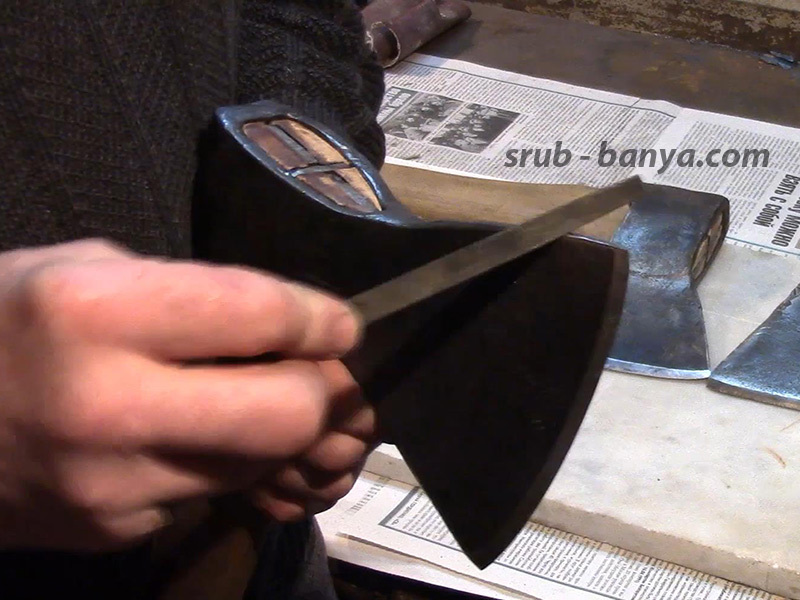
Compliance with quality requirements is checked using a flat file. It is necessary to take with a small notch. If it slides freely over the surface without catching it and leaving no marks, this indicates a high hardness of the alloy.
@srub-banya.com
If, by all indications, the tool needs to be hardened, it should be determined what steel went into its manufacture. This is necessary for proper processing.
The best steel that is used for a quality ax is carbon steel. It is supplied with the marking U7, U8, U8A.
How to temper an ax yourself
Heat treatment consists of several stages.
The metal has a non-uniform crystal lattice. When it goes through the stages of heating and forging, the crystals are destroyed and their structure changes.
In order for steel to acquire hardness, it is necessary to achieve a special arrangement of carbon molecules in the crystal lattice. Such a structure is called stressed or martensitic.
Annealing
During this procedure, under the influence of a very high temperature, a metal is obtained, characterized by a homogeneous structure. Its feature is the absence of tension in the crystal lattice. The material acquires softness and becomes "pliable" for machining. An ordinary brick kiln is suitable for annealing.
Before proceeding directly to annealing, it is necessary to remove the cutting edge by grinding so that its thickness becomes 1 mm. Under thermal exposure, the sharpening will still melt. Now you can start heating.
The process looks like this:
- The ax is heated to red (this corresponds to a temperature above 750-800 degrees) - in a furnace or a forge.
- Then let the tool cool down - together with the oven or coals.

@srub-banya.com
After annealing, the alloy will be easily machined with a metal-cutting tool.
Hardening stage
Hardening is heating and rapid cooling in water or oil (pure diesel).

@srub-banya.com
Depending on the brand of alloy that has become the raw material for the working part of the tool, the temperature regime may differ slightly. Information about this is available in reference books on metallurgy. The heating of products marked U7 and U8 is brought to 800 degrees.
A magnet will help determine the temperature. Steel ceases to be magnetized at 760 degrees.
Further:
- After the alloy has ceased to respond to the magnet, it is heated for a few more minutes. The product to be processed should turn bright red. To determine the heating temperatures by shade, you can use the table.
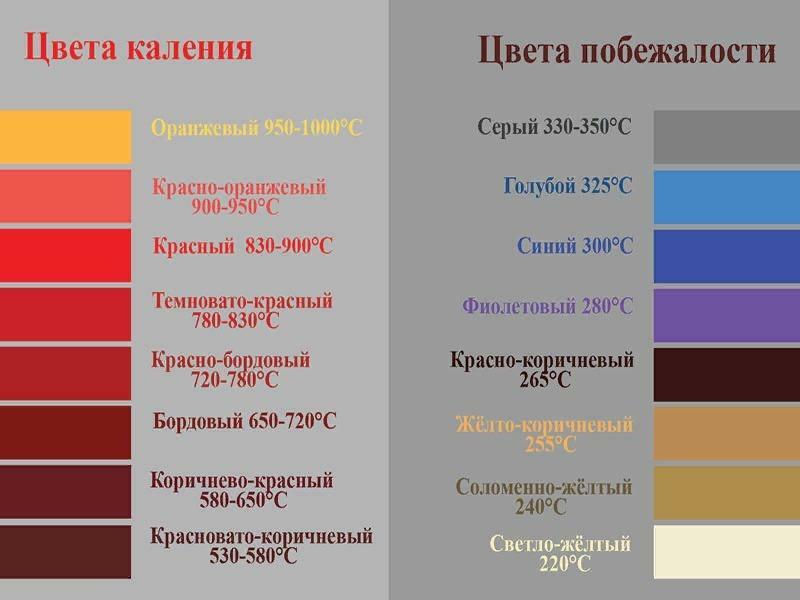
@wikimetall.ru
- A red-hot tool is cooled by immersion in water. It should not be too cold - the optimum temperature is 30 degrees. Immerse the cutting edge for a couple of seconds. In this case, the ax must be moved so that the so-called steam coat does not appear.
- Then the tool is completely lowered into oil, the temperature of which should be 50-60 degrees. Care must be taken as liquid may flare. You need to wait until the product cools down and remove it.
Sometimes only oil is used for hardening. Scale deposits are removed with an iron brush.
Vacation
The procedure relieves excess stress in the metal. Then it becomes sticky. The process takes place at 300 degrees. It takes about an hour, then the blade cools in the air.
For the implementation of the process, an oven with the ability to set the temperature is best suited. The instrument is placed in a chamber where a temperature of 300 °C is maintained.
If processed correctly, the alloy should turn blue.
To check the effectiveness of all procedures, it is necessary to apply a file - how to do this was described above. Hardening an ax requires care, caution, and adherence to technology. However, in general, it is quite simple and can be done by many.