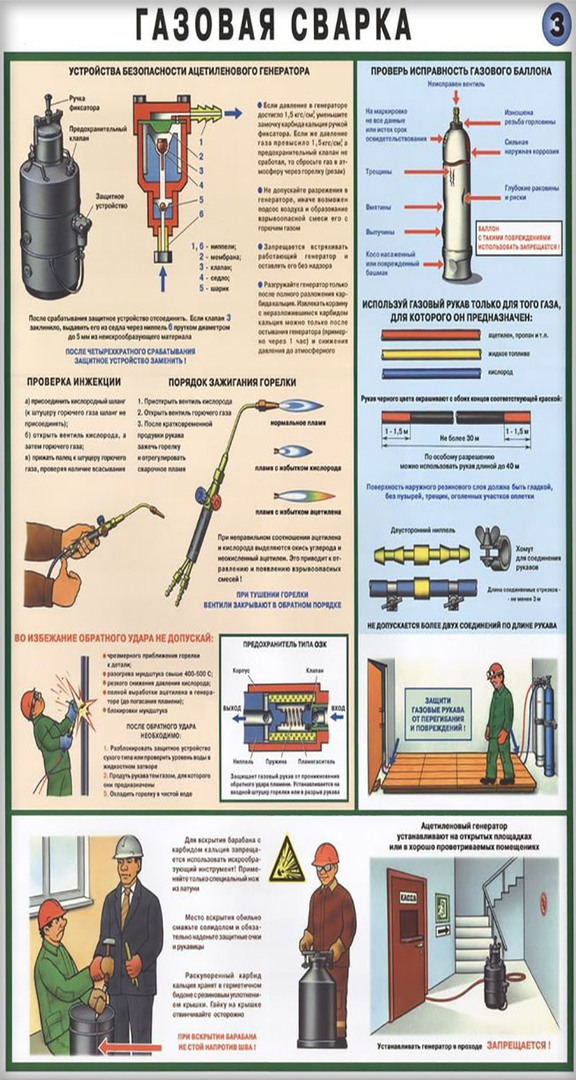
Prace spawalnicze to złożony, pracochłonny proces wymagający od wykonawcy nie tylko wiedzy teoretycznej, ale także doświadczenia i umiejętności praktycznych. Wraz z tym istnieje duże prawdopodobieństwo kontuzji. Dlatego też środki ostrożności podczas spawania gazowego są niezbędne, aby chronić życie i zdrowie spawacza oraz otaczających go osób.
Treść artykułu:
- Niezbędny sprzęt ochronny
- Warunki przechowywania sprzętu i materiałów eksploatacyjnych
- Przygotowanie sprzętu do pracy
- Zasady prac spawalniczych
- Podczas prac spawalniczych jest to surowo zabronione
- Procedura zakończenia spawania
- Awaryjne prace spawalnicze
Niezbędny sprzęt ochronny
Bezpieczeństwo to rodzaj działalności obejmujący szereg aspektów organizacyjnych i technicznych środki, metody i środki zabezpieczające zapewniające bezpieczeństwo w działalności produkcyjnej pracownik.

Proces spawania gazowego to zespół prac z wykorzystaniem specjalnego sprzętu w celu wytworzenia silnego połączenia metali. Zgodnie ze środkami ostrożności istnieje lista metod niezbędnych do indywidualnej ochrony oczu przed promieniowaniem, skóry przed iskrami i odpryskami stopionego metalu. W tym zakresie do środków IZ zalicza się:
- okulary, tarcze;
- maski, maski oddechowe, filtrujące maski przeciwgazowe;
- kombinezon;
- rękawiczki - mankiety;
- skórzane buty z ochronnym podnoskiem.
Zgodnie z przepisami bezpieczeństwa przy spawaniu gazowym stosuje się przyłbicę spawalniczą wyposażoną w automatyczny filtr przyciemniający. Okulary nie przepuszczające promieni ultrafioletowych i podczerwonych. Ochrona górnych dróg oddechowych i płuc przed dymem jest obowiązkowym wymogiem bezpieczeństwa, co jest szczególnie ważne w pomieszczeniach zamkniętych.
Zasady bezpieczeństwa przewidują, że kombinezon spawacza to marynarka z tajnym zapięciem i spodnie wykonane z włókna bawełniano-lnianego z impregnacją ognioodporną (płótno, plandeka). Opcją może być fartuch i rękawy. Jako nakrycie głowy, szczególnie przy spawaniu gazowym sufitów, stosuje się maskę przeciwwstrząsową (elektryczną), przyłbicę ochronną wykonaną z dżinsu i hełm ognioodporny.

Warunki przechowywania sprzętu i materiałów eksploatacyjnych
Zasada spawania gazowego polega na tym, że płomień podgrzewa krawędzie obrabianych przedmiotów, część pręta wypełniającego (elektrodę), tworząc „jeziorko” spawalnicze. Otwarty płomień topi metalową krawędź, wypiera powietrze z „kąpieli” i chroni styki przed tlenem i utlenianiem.

Podczas spawania łukiem elektrycznym krawędzie metalu topią się w wysokich temperaturach. W tym celu do części i elektrody doprowadzany jest prąd (przemienny lub stały) z falownika. Przyczynia się to do pojawienia się łuku i jego spalania.
Rolę ośrodka ochronnego pełni gaz obojętny argon. Zapobiega przedostawaniu się powietrza do strefy spawania, zapobiegając utlenianiu metalu. Spawanie argonem jest jedną z najdokładniejszych i najwyższej jakości metod. Umożliwia łączenie części, nie tylko małych, ale i dużych, z zachowaniem zasad bezpieczeństwa.
W skład zestawu osprzętu do spawania gazowego wchodzi generator lub butla propan/butan. Wodne zawory bezpieczeństwa instalowane na rurociągach generatorów acetylenu, reduktorach do butli gazowych, a także wężach wysokociśnieniowych, przecinarki, palniki, elektrody, druty, topniki (substancje pochodzenia organicznego i nieorganicznego przeznaczone do usuwania tlenków ze spawanych powierzchnie).
Środki bezpieczeństwa podczas spawania gazowego zależą bezpośrednio od warunków przechowywania sprzętu i materiałów eksploatacyjnych.
Zgodnie z przepisami bezpieczeństwa magazyn musi być chroniony przed opadami atmosferycznymi, ogrzewany w zimnych porach roku i mieć dobry oświetlenie, instalacja wentylacyjna, urządzenia eliminujące szkodliwe gazy, opary, temperatura co najmniej 15° i wilgotność do 40%. Pomieszczenie nie powinno być zakurzone, ponieważ konstrukcja nowoczesnych spawarek zawiera elementy elektroniczne: mikroukłady, tranzystory. Powierzchnia podłogi jest gładka i nie śliska.

Elektrody transportujemy zgodnie z przepisami bezpieczeństwa, w zamkniętym opakowaniu, które chroni je przed wodą, brudem i kurzem. Topniki - w pojemnikach, workach. Materiały składowane są na półkach z oznaczeniem typu, daty produkcji i numeru partii. Suszenie ich wymaga specjalnego pieca, a także wymaga maszyn do czyszczenia i nawijania drutu. Na stanowisku spawacza należy zamontować stojaki z mocowaniami do palników chłodzących i przecinarek.
Butle pełne, bez butów, ustawia się na półkach w pozycji poziomej, ze stojakiem – w pozycji pionowej. Aby zapobiec ich wypadaniu, buduje się dla nich gniazda z barierkami lub klatkami.
Czytamy również: Spawanie na zimno.
Przygotowanie sprzętu do pracy
Do spawania gazowego potrzebne są dwie butle: z acetylenem i tlenem. Różnią się od siebie radykalnie. Tlen - niebieski, z mosiężnym zaworem, ponieważ mosiądz w porównaniu ze stalą nie utlenia się. Butla z acetylenem jest biała, ma stalowy zawór, a butla z butanem jest czerwona.
W pierwszej kolejności należy dokładnie sprawdzić sprzęt, przede wszystkim integralność przewodów zasilających i uziemiających, instalację gazową, a także uchwyt i jego podłączenie do spawarki. Są to podstawowe wymogi bezpieczeństwa.
Najpierw musisz usunąć powietrze pozostające w wężu. W tym celu zawory cylindrów otwierają się kolejno na kilka sekund, a następnie zamykają. W przeciwnym razie powietrze pozostałe w wężu acetylenowym może spowodować zapłon wsteczny (spalenie w przeciwnym kierunku).

Wąż tlenowy podłącza się do palnika i sprawdza się obecność podciśnienia w rurce acetylenowej. Następnie należy podłączyć wąż acetylenowy, dokręcić opaski po obu stronach – urządzenie jest gotowe do zapalenia palnika. Jeśli chodzi o przygotowanie części do spawania gazowego, składa się ono z następujących etapów:
- czyszczenie z brudu, kurzu, filmów olejowych;
- usuwanie lakieru;
- leczenie przeciw rdzy i zgorzelinie.
Czyszczenie przeprowadza się do uzyskania połysku za pomocą szczotki drucianej lub papieru ściernego. Aluminium traktuje się pastą na bazie kwasu. Następnie zespawane krawędzie docina się, zgodnie z rodzajem połączenia, ręcznie za pomocą dłuta, na frezarce lub specjalnej strugarce do krawędzi. Przed spawaniem gazowym części są sczepiane, aby konstrukcje metalowe nie zmieniły swojego położenia.
Zasady prac spawalniczych
Środki ostrożności podczas pracy przy spawaniu wymagają instrukcji. Program taki opracowywany jest przez specjalistów zgodnie z przepisami ochrony pracy i zatwierdzany przez kierownika i osobę odpowiedzialną za bezpieczeństwo. W zależności od celu, częstotliwości realizacji i zdobytej wiedzy wyróżnia się następujące rodzaje nauczania:
- wprowadzający;
- podstawowy;
- powtarzający się;
- nieplanowane;
- cel.
Zgodnie z przepisami bezpieczeństwa spawanie gazowe może wykonywać organizacje lub przedsiębiorcy posiadający uprawnienia do stosowania technologii spawalniczych w obiektach niebezpiecznych. Zanim zaczniesz, potrzebujesz:
- oczyścić miejsce pracy z gruzu i przedmiotów łatwopalnych;
- zabezpiecz miejsce pracy za pomocą zabezpieczenia o wysokości 1,8 metra;
- sprawdzić przydatność sprzętu: butle gazowe, oprzyrządowanie;
- szczelność połączeń zaczynając od cylindra a kończąc na palniku lub nożu;
- dostępność i sprawność sprzętu gaśniczego.
Miejsce do spawania gazowego musi być wyposażone w gaśnicę, skrzynkę z piaskiem i łopatę. Spawanie jest zabronione przy prędkości wiatru większej niż 10 m na sekundę, w nocy i podczas burzy, a także podczas opadów atmosferycznych bez osłony.
Podczas prac spawalniczych jest to surowo zabronione
Zabroniony:
- umieszczać przedmioty łatwopalne i łatwopalne w odległości mniejszej niż 5 m od miejsca wykonywania spawania gazowego;
- wykonywać spawanie lub cięcie gazowe w odległości mniejszej niż 10 metrów od magazynu butli gazowych;
- na wysokościach użyj worka pod narzędziem w celu zebrania resztek elektrod;
- przeprowadzać spawanie gazowe rurociągów i zbiorników pod ciśnieniem;
- Zgodnie z przepisami bezpieczeństwa nie można używać butli gazowych z uszkodzoną obudową, wadliwymi adapterami, zaworami lub z upływającym okresem legalizacji;
- w czasie przerw lub na zakończenie pracy pozostawiać węże, przecinaki i palniki bez nadzoru;
- używać narzędzi na paliwo ciekłe, w tym przecinarek gazowych;
- jednocześnie wykonywać spawanie elektryczne i gazowe na drabinach i drabinach;
- praca na świeżo malowanych, łatwopalnych farbach i lakierach, produktach;
- stosować produkty IZ ze śladami oleju, smaru, benzyny, nafty.

Procedura zakończenia spawania
Końcowy proces technologiczny, czyli odpuszczanie, to obróbka cieplna metalu, utrzymanie go przez pewien czas poniżej temperatury krytycznej, schłodzenie do temperatury powietrza. Ta procedura jest konieczna, aby wyeliminować naprężenia wewnętrzne, które mogą wpływać na jakość spoiny produktu metalowego.
Spoina to zasadniczo miejscowy odlew z defektami, które pojawiają się w miarę krzepnięcia metalu. Dlatego w przypadku części o wyraźnych i określonych kształtach przeprowadza się ogólną lub lokalną obróbkę cieplną spoin. Struktura stopu zawiera kryształy kolumnowe, zwiększoną zawartość gazów i warstwę niepełnego stopienia.
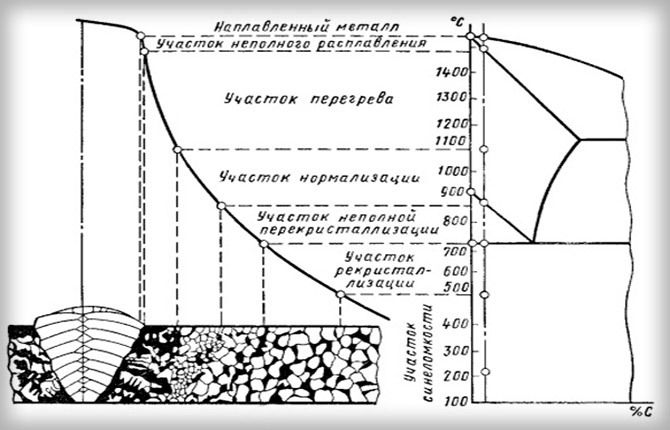
Odpuszczanie przeprowadza się na przykład podczas spawania gazowego wyrobów ze stali stopowych. W tym celu obszar spoiny lub całą część nagrzewa się całkowicie za pomocą cewki indukcyjnej lub elastycznej nagrzewnicy w temperaturze 900–950°, a następnie utrzymuje się i chłodzi. Metale średnio- i niskowęglowe podgrzewa się do 650°. Przy takich temperaturach należy zwrócić szczególną uwagę na środki bezpieczeństwa.
Płomień palnika nie pełni funkcji ochronnych i regeneracyjnych w stosunku do podłączonego materiału w najszerszym zakresie, dlatego do drutu dodatkowego w celu utlenienia dodaje się mangan i krzem metal Substancje te w stanie stopionym tworzą żużle, które chronią miejsce spawania gazowego przed działaniem azotu, wodoru i tlenu.
Po zakończeniu pracy szew łączący pokrywa się materiałem izolacyjnym: ognioodporną wełną szklaną, płótnem z włókna ceramicznego, wełną kaolinową.
Awaryjne prace spawalnicze
Pompy wody, sieci ciepłownicze, studnie stalowe, zbiorniki przeciwpożarowe, budownictwo mieszkaniowe i komunalne oraz wiele innych usług często wymagają naprawczych prac spawalniczych. Miejsce identyfikacji obszaru awaryjnego jest ustalane na podstawie pisemnej zgody osoby odpowiedzialnej za środki bezpieczeństwa.
Ich osobliwością jest różnica w działaniu w zimie, a także ścisłe przestrzeganie środków bezpieczeństwa. Nie da się przerwać spawania w sytuacji awaryjnej, pomimo wpływu ujemnych temperatur, opadów śniegu i silnego wiatru. Schroniska nie zawsze gwarantują przygotowane miejsce przed deszczem i śniegiem. Nawet niewielka ilość wilgoci wpływa na jakość szwu.

Pod wpływem płomienia woda rozkłada się na wodór i tlen. Wodór reaguje z metalem, tworząc związek o niskiej jakości. Aby wyeliminować wilgoć, należy osuszyć i ogrzać miejsce spawania za pomocą substancji higroskopijnej, cementu portlandzkiego, który pochłania parę wodną. W sytuacjach awaryjnych szczególnie konieczne jest ścisłe przestrzeganie zasad bezpieczeństwa.
Główną pozytywną cechą spawania gazowego jest autonomia. Dzięki tej metodzie łączenia części można łatwo zmienić poziom nagrzania i stopień topienia metalu. W tym celu wystarczy zmniejszyć lub zwiększyć odległość palnika od łączonych materiałów lub zmienić kąt nachylenia. Ważne jest, aby pamiętać o środkach bezpieczeństwa. Wady obejmują niską produktywność i konieczność znalezienia doświadczonego spawacza.
Co wiesz o nowych metodach spawania? Zostaw komentarz do artykułu, udostępnij go w sieciach społecznościowych, dodaj do zakładek.
Kiedy tlen i gaz są zamknięte, następuje huk, jest to niepokojące, jaki jest powód i jak tego uniknąć?
Pękający dźwięk zwykle pojawia się w wyniku przemieszczania się spalania w ustniku palnika, co w rzeczywistości jest płomieniem wstecznym. Dzieje się tak, gdy natężenie przepływu mieszaniny tlenu i gazu palnego staje się mniejsze niż prędkość propagacji frontu spalania. Przy wyłączaniu palnika należy najpierw wyłączyć gaz palny, a następnie tlen – w tym przypadku nie będzie słychać trzasków.